Working in a warehouse can be a fulfilling and lucrative career. However, it also comes with challenges. So, whether it’s someone’s first day on the job or they’re a seasoned veteran, it is always beneficial to brush up on how to work in a warehouse.
Depending on the size of the operation, warehouse workers may be responsible for the inventorying and shipping of hundreds to millions of packages every day. There are a wide range of jobs that are essential to the core functions of a warehouse, such as forklift operation, receiving and inspecting, picking and packing. Each day the employees filling these roles face new trials and opportunities.
What is it like to work in a warehouse?
What is it like working in a warehouse? Well, a warehouse is a fast-paced environment where speed and efficiency are prioritized. Employees must work quickly and accurately to meet deadlines and ensure that orders are processed and shipped on time. Collaboration is essential, because when one section of a warehouse creates a bottleneck, the entire operation may grind to a halt.
Is working at a warehouse hard?
Often the answer to, “Is working in a warehouse hard?” depends on the specific warehouse and type of inventory.
In general, working at a warehouse can be physically and mentally demanding. An employee’s day often involves lifting, carrying and moving heavy items, such as stacking pallets, loading trucks and arranging inventory. Also, when it comes to the actual work warehouse employees perform, it often occurs on tight schedules and workers are expected to be diligent and efficient in their duties.
It is also possible, depending on the location and inventory, that a warehouse worker may need to deal with challenging environmental factors, such as extreme temperatures, potentially hazardous materials and dusty or loud conditions. Of course, the workplace will have safety protocols in place to help ensure the health and security of their employees. However, it is up to those workers to follow those protocols, or they may put themselves, other workers and pedestrians in danger.
Working in a warehouse tips
1. Communicate
Warehouses are active places. That’s why, when working in a warehouse, it is essential to clearly and consistently communicate with your coworkers. For example, communication helps maintain a safe workplace. Alerting colleagues of hazardous conditions (such as a slippery area due to a spill) or an equipment malfunction helps prevent accidents and create a safe working environment.
Also, communication in a warehouse extends beyond spoken words. For example, if you notice a spill on the ground, quickly grab a “caution wet floor” sign or some orange cones so people avoid the area until the mess is cleaned. Another example is communicating with a forklift operator. Because the machinery can be loud, an operator may not hear a verbal warning. That’s why many operators use forklift hand signals to communicate with coworkers.
2. Be adaptable
As much as we try to avoid it, emergencies happen: coworkers get sick, shipments are delayed, a worksite accident occurs, etc. When a supervisor asks that a task or priority needs to change suddenly, be ready to adapt and adjust your approach as needed. You’ll discover that your willingness to tackle a new challenge and assist coworkers as needed will showcase your value to supervisors and managers.
3. Stay hydrated and take breaks
Working at a warehouse can be physically demanding, and that’s before factoring in environmental conditions like extreme temperatures or high humidity. Drink plenty of water throughout the day to stay hydrated and take regular breaks to allow your body to rest and recharge.
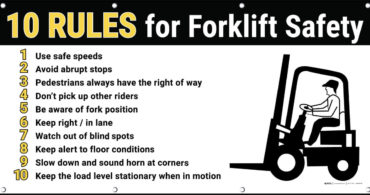
4. Know, understand and follow all safety protocols
A warehouse is an extremely active work site, which means potential hazards can crop up suddenly and frequently, such as a forklift passing by, a coworker carrying a heavy crate with limited visibility or a pedestrian not paying attention. When you prioritize safety, even if others do not (we’re not pointing fingers, but you know who we’re talking about), you dramatically reduce the possibility of accidents and injuries. So, be sure to understand your workplace’s safety protocols, emergency procedures and how and when to use personal protective equipment, (PPE) such as hard hats, gloves, boots and visors
5. Follow proper lifting techniques
This could fall under “safety protocols,” but it’s so important we decided it deserved its own section. If your job involves lifting, even if what you’re lifting isn’t especially heavy, it is essential to use proper lifting techniques. Overexertion and repetitive stress injuries are two of the most common causes of warehouse injuries (the most common is a forklift accident).
So, when lifting, remember to bend your knees, keep your back straight and lift with your legs rather than your back. When handling heavy, bulky or awkward items, ask a coworker for help or use a forklift or pallet jack to move the item (if you are not licensed to operate that equipment, be sure to ask someone who is).
6. Utilize time management techniques
Working in a warehouse often involves tight deadlines and fast-paced environments. By understanding effective time management and utilizing those skills you can better prioritize tasks and set realistic goals. Some possible tools you can use include checklists and schedules that will help you stay organized and on track throughout the day.
7. Understand your equipment and your equipment’s needs
Do you have the right batteries for your forklifts? Do you know how to find out? Texas Motive Solutions offers a complimentary forklift fleet performance analysis that will let you know:
- What power requirements you need.
- What type of forklift batteries and chargers would work best in your application.
- How to improve operational efficiencies for optimal battery utilization.
- How to best optimize the performance of your forklift fleet to prolong battery life and ensure warranty coverage.
Our goal is to get the right forklift batteries and accessories into your facility. For all your forklift repair needs, please call us at (888) 316-2459 or fill out this form to learn about our services and discover everything that Texas Motive Solutions can do for you.