Working in a warehouse can be a fulfilling and lucrative career. However, it also comes with challenges. So, whether it’s someone’s first day on the job or they’re a seasoned veteran, it is always beneficial to brush up on how to work in a warehouse.
Depending on the size of the operation, warehouse workers may be responsible for the inventorying and shipping of hundreds to millions of packages every day. There are a wide range of jobs that are essential to the core functions of a warehouse, such as forklift operation, receiving and inspecting, picking and packing. Each day the employees filling these roles face new trials and opportunities.
What is it like to work in a warehouse?
What is it like working in a warehouse? Well, a warehouse is a fast-paced environment where speed and efficiency are prioritized. Employees must work quickly and accurately to meet deadlines and ensure that orders are processed and shipped on time. Collaboration is essential, because when one section of a warehouse creates a bottleneck, the entire operation may grind to a halt.
Is working at a warehouse hard?
Often the answer to, “Is working in a warehouse hard?” depends on the specific warehouse and type of inventory.
In general, working at a warehouse can be physically and mentally demanding. An employee’s day often involves lifting, carrying and moving heavy items, such as stacking pallets, loading trucks and arranging inventory. Also, when it comes to the actual work warehouse employees perform, it often occurs on tight schedules and workers are expected to be diligent and efficient in their duties.
It is also possible, depending on the location and inventory, that a warehouse worker may need to deal with challenging environmental factors, such as extreme temperatures, potentially hazardous materials and dusty or loud conditions. Of course, the workplace will have safety protocols in place to help ensure the health and security of their employees. However, it is up to those workers to follow those protocols, or they may put themselves, other workers and pedestrians in danger.
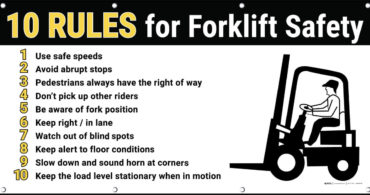
Working in a warehouse tips
1. Communicate
Warehouses are active places. That’s why, when working in a warehouse, it is essential to clearly and consistently communicate with your coworkers. For example, communication helps maintain a safe workplace. Alerting colleagues of hazardous conditions (such as a slippery area due to a spill) or an equipment malfunction helps prevent accidents and create a safe working environment.
Also, communication in a warehouse extends beyond spoken words. For example, if you notice a spill on the ground, quickly grab a “caution wet floor” sign or some orange cones so people avoid the area until the mess is cleaned. Another example is communicating with a forklift operator. Because the machinery can be loud, an operator may not hear a verbal warning. That’s why many operators use forklift hand signals to communicate with coworkers.
2. Be adaptable
As much as we try to avoid it, emergencies happen: coworkers get sick, shipments are delayed, a worksite accident occurs, etc. When a supervisor asks that a task or priority needs to change suddenly, be ready to adapt and adjust your approach as needed. You’ll discover that your willingness to tackle a new challenge and assist coworkers as needed will showcase your value to supervisors and managers.
3. Stay hydrated and take breaks
Working at a warehouse can be physically demanding, and that’s before factoring in environmental conditions like extreme temperatures or high humidity. Drink plenty of water throughout the day to stay hydrated and take regular breaks to allow your body to rest and recharge.
4. Know, understand and follow all safety protocols
A warehouse is an extremely active work site, which means potential hazards can crop up suddenly and frequently, such as a forklift passing by, a coworker carrying a heavy crate with limited visibility or a pedestrian not paying attention. When you prioritize safety, even if others do not (we’re not pointing fingers, but you know who we’re talking about), you dramatically reduce the possibility of accidents and injuries. So, be sure to understand your workplace’s safety protocols, emergency procedures and how and when to use personal protective equipment, (PPE) such as hard hats, gloves, boots and visors
5. Follow proper lifting techniques
This could fall under “safety protocols,” but it’s so important we decided it deserved its own section. If your job involves lifting, even if what you’re lifting isn’t especially heavy, it is essential to use proper lifting techniques. Overexertion and repetitive stress injuries are two of the most common causes of warehouse injuries (the most common is a forklift accident).
So, when lifting, remember to bend your knees, keep your back straight and lift with your legs rather than your back. When handling heavy, bulky or awkward items, ask a coworker for help or use a forklift or pallet jack to move the item (if you are not licensed to operate that equipment, be sure to ask someone who is).
6. Utilize time management techniques
Working in a warehouse often involves tight deadlines and fast-paced environments. By understanding effective time management and utilizing those skills you can better prioritize tasks and set realistic goals. Some possible tools you can use include checklists and schedules that will help you stay organized and on track throughout the day.
7. Understand your equipment and your equipment’s needs
The supply chain is one of the most crucial aspects of the consumer economy. It is also one of the most appropriately named because if any link breaks, the entire system could grind to a halt.
The supply chain includes every aspect of a product from the moment it is conceived to the time it arrives in the hands of a consumer. The manufacture and distribution of goods are crucial aspects of the supply chain, yet neither kicks off the process nor concludes it. As crucial as manufacturing and distribution companies are to the supply chain, they comprise just two of the links in a larger sequence.
The supply chain: manufacturer vs distributor
A bird’s-eye-view of the supply chain includes five primary steps in the creation and distribution of a product. They are planning, sourcing, manufacture distribution and customer service.
The first link in the supply chain is planning. The planning phase is when organizations strategize and forecast to develop new products or improve existing ones. Planning involves a comprehensive analysis of the entire supply chain process, including demand, supply, inventory, production and distribution, to ensure that resources are appropriately allocated to meet an organization’s goals.
Once all interested parties are comfortable with the product plan, they move on to sourcing. This phase is the process of acquiring the raw materials and components required to produce finished merchandise. An essential component of the sourcing phase is creating relationships with suppliers to help optimize costs and maintain product quality.
Once all necessary materials are sourced, they need to be assembled, which brings us to one of the two featured phases of this article: manufacturing. Manufacturers are responsible for bringing the ideas from the planning phase and the items from the sourcing phase to life. Manufacturers invest in state-of-the-art facilities, machinery and skilled labor to ensure the quality and efficiency of the production process.
The manufacturing method may range from assembly line production for high-volume goods to batch production for smaller quantities. The choice of the production process depends on factors like product complexity and market demand.
Once a product is made, it needs to be delivered into the hands of consumers, and that requires the other stage of the great manufacturers vs distributors debate: distribution. The primary goal of this stage is to ensure that products are delivered to the right place at the right time. However, that can be a complex task, especially in a global economy. There are often many stops along the way requiring many different modes of transportation. Most finished products are transported to distribution centers where they are stored until they are ready to be sent to retailers and consumers.
The final step in the supply chain is customer service and reverse logistics. Customer service includes employees who may be involved in selling the products and those who provide assistance and troubleshooting once the product is purchased. The aspect of reverse logistics occurs when a consumer wishes to return an item, and it needs to be shipped back to the distribution center or another processing area.
The difference between manufacturer and distributor
Manufacturing and distribution companies play distinct roles that result in bringing products from conception to consumers. When the manufacturing and distribution industry operates efficiently, it helps avoid disruptions in the supply chain.
The differences between distribution and manufacturing include:
Manufacturers:
Create and produce goods.
Responsible for research and development, product design, quality control and that finished goods meet specified standards.
Often own production facilities, although some manufacturers outsource some or all aspects of the process.
Primarily interface with distributors, retailers or businesses that purchase products for resale.
Responsible for creating advertising campaigns, promotional materials and establishing the overall brand image.
Incur costs related to product development, production and quality control.
Face challenges related to changing market demands and technological advancements.
Distributors
Generate revenue through the efficient movement and distribution of products.
Responsible for logistics and timely delivery.
Bridge the gap between manufacturers and retailers or end consumers.
Handle orders, manage inventory and ensure that products are where and when they are needed.
Often have direct interaction with retailers and, occasionally, consumers.
Face challenges related to inventory management, transportation issues and market fluctuations.
The role of planners, suppliers, manufacturers distributors and consumers are all essential to a successful and efficient supply chain. As mentioned, when one link breaks down, it can cause disruptions throughout the supply chain.
The average person probably does not spend much of their day thinking about the humble pallet. However, as anyone in the logistics industry knows, different pallet types are anything but humble.
The many different types of pallets are used for diverse industries and are constructed of various materials. In addition, some industries have unique needs that require unique pallets, and these pallet types can vary widely in size and shape.
During World War II, the U.S. Department of Defense established a standardized 1200-x-1000-millimeter, four-way-entry pallet that works with all forklifts in the U.S. and Japan known as the ISO or universal pallet. However, it’s not actually “universal” because the standard size of a pallet is 1200 x 800 millimeters in Europe. Additionally, some industries have unique needs that require pallets of other dimensions.
Pallet materials
There are four general materials used to construct pallets, each providing different advantages.
Wood
Wooden pallet types are the most widely used. Wooden pallets are affordable, easy to repair and recyclable. However, they can be prone to damage and have weight variations based on the type of wood used.
There are many types of wood pallets, but they all fall under two categories: hardwood or softwood. Examples of hardwoods include oak, maple and mahogany. Hardwood pallets are stronger than those made from softwood, but they tend to be more expensive because the wood takes longer to grow and may grow in areas that are less easily managed.
Examples of softwoods include Douglas fir, pine and spruce. Pine is frequently used because it grows in diverse environmental areas and is easy to process.
Plastic
Plastic pallets are more expensive than wooden ones, but they can be used much longer than wooden pallets. Because plastic pallets are durable, sanitary and resistant to moisture and chemicals, they are typically utilized by the food, pharmaceutical and other industries with strict hygienic requirements. However, most plastic pallets have a weight limit and should not be used to carry loads heavier than 1,500 pounds.
Metal
Metal pallets are stronger and more durable than both their wood and plastic counterparts. While they also cost considerably more (on average $50-$200 per pallet), they have a typical lifespan of ten years. Metal pallets are usually used in industries with heavy-duty applications, such as manufacturing and automotive.
Corrugated paper
Paper pallets are surprisingly strong and can handle most of the same cargo as a wooden pallet. They are also inexpensive, lightweight and environmentally friendly. However, paper pallets have an extremely limited lifespan and are often intended for a single use. For this reason, paper pallets are primarily used for one-way shipping applications.
Types of pallets in warehouse applications
There are generally seven different pallet styles.
Block pallets
Block pallets are the standard four-way-entry pallets similar to those developed by the Department of Defense decades ago. Block pallets are supported by several blocks of wood (or plastic, etc.) placed at the corners and the center of each side. Block pallets are known as four-way pallets because forklifts can access them from any side.
Stringer pallets
Stringer pallets are like block pallets, except they are supported by solid boards that run along the left and right sides of the pallet (known as stringers). Due to these solid boards, forklifts can only enter most stringer pallets from the front or the back, although some solve this issue by cutting notches into the solid boards.
Double-face pallets
Double-face pallets have deck boards (the horizontal planks that create a pallet’s flat surface) on the top and bottom of the pallet. In addition to providing a four-way entry, this design makes the pallets reversible.
Double-wing pallets
Double-wing pallets have deck boards that extend past the blocks (or stringer boards) creating a larger surface area. These pallets are commonly used in industries with unevenly shaped load requirements.
Solid deck pallets
Instead of deck board slats, a solid deck pallet uses a sheet of plywood (or other material) for the top surface (some pallets are reversible with a solid base, as well). Solid deck pallets are useful for carrying small items that may fall through deck board cracks or items that may move on slats and spill. Also, if a spill occurs, solid deck pallets are easy to clean.
Roto-molded pallets
These plastic pallets are made using a rotational molding method. During roto-molding, resins are added into a mold that’s heated and slowly rotated both vertically and horizontally. It’s a cost-effective method that creates large, hollow plastic pieces. Some roto-molded pallets include a steel frame to increase their load-bearing capacity.
Injection-molded pallets
Injection molding is a manufacturing process where molten plastic is injected into a mold cavity and then cooled to solidify. Injection-molded pallets are solid plastic, so they tend to be stronger than roto-molded pallets. They are also washable and recyclable.
Now that the nagging “what are pallets?” question is solved, it’s time to turn to the machines that move those pallets throughout storage facilities and worksites. Are your electric forklifts and other material-handling equipment operating at their highest efficiency? Texas Motive Solutions can answer that question with their complimentary forklift fleet performance analysis. We also have the forklift batteries and accessories you need to keep your fleet up and running. Give us a call at (888) 316-2459 or fill out this form to learn about our services and discover everything we can do for you.
A warehouse manager is an essential component of any location that ships and stores inventory. The warehouse manager position must oversee the location’s logistics, stay on top of inventory management and monitor the storage systems. The leadership of a warehouse manager ensures that a warehouse operates efficiently.
Fulfilling the responsibilities of the role warehouse manager demands leadership skills, organizational expertise and technical know-how. Yet, the best warehouse managers always strive for improvement. Let’s review the warehouse manager skills that are essential to the position and review some warehouse manager goals that can help them improve their operations.
Warehouse manager description
The warehouse manager job description depends on the specifics of the work environment. However, there are some warehouse manager roles that remain the same from warehouse to warehouse and site to site. Here’s a universal example for a warehouse manager job description.
“Our warehouse manager is a leadership position that supervises the entire warehouse staff team. The role requires a diverse skill set, including strong organizational skills, attention to detail and proficiency with inventory management systems. Effective communication skills are an essential part of the job to collaborate with various departments and streamline organizational goals. Your problem-solving and decision-making abilities will help you implement safety protocols, manage budgets and optimize the warehouse layout to ensure efficiency. Staying updated on industry trends and embracing technological advancements is vital to the success of this role.”
Warehouse manager responsibilities
The primary warehouse manager requirements help ensure that all warehouse operations run smoothly and efficiently. Specific warehouse manager responsibilities may include:
Supervising the receiving, warehousing, distribution and maintenance operations.
Planning work rotations, assigning tasks and appraising employee results.
Recruiting, hiring, orienting and motivating employees.
Remaining in constant communication with clients, suppliers and transport companies so everyone knows when things are running smoothly and to address any problem head-on.
Creating regular reports and statistical accounts (such as status reports, stock reports, etc.) as needed.
Preparing an annual budget.
Warehouse manager goals
The roles and responsibilities of a warehouse manager detail the everyday activities and obligations of the position. Warehouse manager goals, however, are lofty ideals that a warehouse manager can implement to improve both their performance and the overall functioning of the warehouse.
Strategic inventory management
The White Whale of every warehouse manager is achieving a perfect balance of having enough stock to meet customer demand and avoiding costly overstock situations. There are a few techniques that a warehouse manager can use to achieve this goal: demand forecasting, a just-in-time inventory approach and an ABC analysis.
Demand forecasting enables a warehouse manager to anticipate fluctuations in demand. This technique utilizes historical data, market trends and other factors to anticipate appropriate inventory levels.
A just-in-time (JIT) inventory approach minimizes the amount of stock held in the warehouse. The core idea behind JIT is to produce goods and services exactly when they are needed. Correctly implementing a JIT approach requires a commitment to quality control, flexibility and adaptability. When done well, this strategy minimizes inventory levels and maintains an efficient and smooth production process.
An ABC analysis evaluates inventory based on its importance and ranks them into classes, either A, B or C. Only about 20% of the inventory gets the coveted class A slot, which is the most important inventory. Class B is a slightly larger group since these are valuable, just not as valuable as class A. Class C is the least valuable inventory and also the largest group (about 50%). An ABC analysis helps warehouse managers ensure they always have enough class A stock to satisfy demand. Should demand decrease or increase for an item, managers can easily spot the change and reclassify it as needed.
Cost management
Many factors impact a warehouse’s cost management, such as inventory levels, labor, transportation and facility expenses.
Warehouse managers should set goals for employee productivity metrics, such as order picking rates and task completion times.
Collaborating with transportation partners to consolidate shipments, negotiate favorable rates and implement technology solutions for route optimization can lead to significant cost savings.
Implementing environmental practices, energy-efficient lighting, heating and cooling systems and renewable energy sources, can lead to cost savings while supporting sustainability goals.
Streamlined warehouse operations
Efficient warehouse operations are crucial for meeting customer expectations and minimizing costs. Warehouse manager goals that focus on streamlining processes and enhancing overall efficiency include investing in warehouse automation technologies that improve efficiency and reduce human error, designing an efficient warehouse layout that prioritizes a smooth flow of inventory and holding employee training to foster a positive work environment.
One of the most important warehouse manager goals is to ensure that all material handling equipment operates as efficiently as possible. Texas Motive Solutions can help a warehouse manager achieve this goal. Our complimentary forklift fleet performance analysis ensures that warehouse managers will have the best forklift batteries for their needs. Please give us a call at (888) 316-2459 or fill out this form to begin a service request and discover everything that Texas Motive Solutions can do for you.
In this corner, we have the heavyweight of lifting, weighing in at an average 3,000-5,000 pounds: the forklift. In the opposite corner, the nimble roller, the agile angler: the pallet jack.
Welcome to the third article in our no-holds-barred series comparing the lifting machines in our lives. The first epic duel featured the battle of the telehandler vs forklift, the second saw the scuffle of the reach truck vs forklift and today we’re turning our attention to the conflict of the pallet jack vs forklift.
Alright, the machines have shaken, uh, forks and returned to their corners. We’re ready to begin.
A counterbalanced forklift is the hefty truck that zooms around warehouses moving and lifting cargo. However, there are seven classifications of forklifts, and a forklift and pallet jack each fall under one of those classifications (counterbalanced forklifts are class I, while pallet jacks are class III).
So, the answer to “What is a forklift?” is complex, extensive and ranges from the tiny trucks that zip through storage racks to the giant beasts that operate outdoors. However, in this fight, “forklift” refers to the standard counterbalanced lift.
The counterbalanced forklift has been a staple in warehouses for decades, boasting power and versatility. It typically has four wheels (although some have three) that are usually cushion (solid), although some have pneumatic (air-filled) tires. The vehicle’s most prominent feature is the forks attached to the truck’s mast. Most pallet forklifts can reach up to 14 feet, although some specialized masts can double the reach.
What’s a pallet jack?
Compared to a forklift pallet jacks are much simpler machines that trade the size and strength of a counterbalanced forklift for maneuverability. It’s about a fourth of the size and weight of a forklift. A standard pallet jack can lift about 7,500 pounds on average. Most are battery-powered; however, there are manual options.
For a manual pallet jack, an operator lifts cargo by pulling a lever back and forth, using it like a jack.
An electric pallet jack, also known as an EPJ forklift, is usually designed with a platform in the middle where the operator stands. However, some omit the platform, so the operator walks behind the machine, while others, known as walkie riders, provide the choice of steering while walking behind or riding on a small platform.
Pallet jacks are designed for easy navigation in confined spaces and typically feature a pair of small wheels at the front near the forks and a pair of larger wheels at the rear. The front wheels provide maneuverability, while the larger rear wheels support the weight of the machine and its cargo. The operator steers by maneuvering a handle, efficiently navigating narrow aisles and crowded storage areas.
To lift cargo, the operator guides the forks through a pallet and then engages the hydraulic system, causing the forks to rise. Most pallet jacks only lift their cargo high enough to move.
In Oct. 1974, George Foreman and Muhammad Ali faced off in what was billed as “The Rumble in the Jungle.” Despite his skill and success, no one gave Ali much of a chance because of Foreman’s size and experience. However, Ali emerged victorious with a knockout in the eighth round, primarily due to his skill and speed.
In our pallet jack fork lift showdown, the pallet jack takes the maneuverability round due to its smaller size and turning radius. Granted, for as big as they are, forklifts are remarkably nimble, especially the three-wheeled models. However, they cannot compete with the compact design of a pallet jack.
The standard forklift is capable of impressive lifting feats. Additionally, a forklift with pallet attachments expands its capabilities and versatility, such as:
Fork extensions: increase the fork’s length to handle longer loads.
Side shifters: enable an operator to move the forks laterally left and right.
Fork positioners: adjust the distance between the forks to accommodate various pallet sizes.
Clamps: allow forklifts to handle irregularly shaped loads, such as barrels, drums and items that don’t fit on pallets.
Rotators: let forks turn to transfer loads into other containers.
Buckets: transform the machine into a scoop or sweep.
Platforms and cages (and some buckets): create mobile elevated work platforms.
Fork hooks: allow a forklift to carry containers that have eyelets, straps or other designated lifting points.
Pallet jacks cannot provide this level of diversification. They are simple and efficient lifting and moving machines. A forklift is the obvious winner for businesses that need more than that.
Round 4 Pallet jack vs forklift: Space efficiency
Obviously, a forklift takes up much more space than a pallet jack, not just in the size of the vehicle but also in the area necessary to store it and its accessories. However, this larger frame gives the machine greater lifting capacity, a higher reach, the ability to cross large distances quickly and the capacity for many different attachments.
A pallet jack is a much smaller vehicle, making it better suited for smaller warehouses or simple jobs. The frame of a pallet jack means it requires less space to maneuver and store.
Ultimately, the victor in the pallet jack vs forklift confrontation comes down to the end user’s needs. Both a forklift and pallet jack are excellent machines. However, if you have a larger warehouse with multiple storage levels, a forklift is likely the best machine for you. If you have a smaller space with floor storage, a pallet jack is likely the right solution.
The one thing an electric forklift and pallet jack have in common is that they need to get the most out of their batteries. That’s where Texas Motive Solutions can help. Our complimentary forklift fleet performance analysis ensures that you will have the best batteries for your needs. Please give us a call at (888) 316-2459 or fill out this form to begin a service request and discover everything we can do for you.
OSHA requirements are extremely specific, until they aren’t. When it comes to the OSHA requirements for forklift training, the regulations may seem somewhat ambiguous. Fortunately, we’re here to clear away the confusion about how to become an OSHA certified forklift trainer.
OSHA regulation 1910.178(l)(1)(i) states that an “employer shall ensure that each powered industrial truck operator is competent to operate a powered industrial truck safely, as demonstrated by the successful completion of the training and evaluation,” which is pretty straightforward. OSHA also requires all operators to take a refresher training course and undergo an evaluation at least once every three years.
Further on, regulation 1910.178(l)(2)(i)(A) elaborates that the training needs to be “under the direct supervision of persons who have the knowledge, training, and experience to train operators and evaluate their competence.” It also states in regulation 1910.178(l)(2)(ii) that “training shall consist of a combination of formal instruction (e.g., lecture, discussion, interactive computer learning, video tape, written material), practical training (demonstrations performed by the trainer and practical exercises performed by the trainee), and evaluation of the operator’s performance in the workplace.”
Ultimately, an employer has two options to ensure their workers are appropriately trained on their industrial trucks. The first is to have their employees take a third-party OSHA forklift operator certification course specializing in forklift instructor training. The second is to create their own course and ensure that their instructor meets the OSHA trainer certification requirements.
How to become forklift trainer
So, how do you know the exact OSHA fork lift regulations for something like 1910.178(l)(2)(iii), which states, “All operator training and evaluation shall be conducted by persons who have the knowledge, training and experience to train powered industrial truck operators and evaluate their competence.”
That seems very broad. What does “knowledge, training and experience to train powered industrial truck operators” specifically mean? Well, in most cases, forklift certification trainers learn on the job and then pass their years of experience to other employees. Here’s a comprehensive list of the OSHA forklift standards for an OSHA trainer certification.
An OSHA-approved forklift trainer needs to be comfortable with the:
Controls for the specific industrial trucks used by the operator, including:
Steering.
Instrumentation.
Motor operation.
Vehicle capacity.
Vehicle stability.
Refueling and/or battery charging and recharging.
Visibility, including potential restrictions due to loading.
Operating the forks and any attachments, including:
The composition of loads to be carried.
Load stability.
Load manipulation, stacking and unstacking.
Required inspections and maintenance.
Warnings and precautions listed in the operator’s manual.
OSHA forklift violations.
A trainer should also know specific workplace-related topics, such as
Surface conditions, including ramps and other sloped surfaces.
General aisle width.
Narrow, hazardous or forklift-restricted areas.
The flow of pedestrian traffic.
In addition, forklift trainers need to be familiar with the latest OSHA compliance requirements and be able to adapt their training to remain up-to-date.
Evaluating a potential trainer
If you’re an employer looking for an in-house forklift certification trainer, there are certain skills that an OSHA qualified trainer needs. A forklift trainer is responsible for:
Developing the company’s operator training standards.
Knowing how to operate all the workplace’s forklifts and remaining up to date on new models and upgrades.
Helping to maintain a safe and secure workplace by informing trainees about federal and state OSHA health and safety standards.
Understanding and keeping the company informed of training styles and instructional techniques best practices.
Monitoring the employees’ performance and holding recertification courses when necessary (which is every three years unless someone’s performance indicates they need some refresher instruction earlier).
Let’s review some of these crucial qualifications in greater detail.
Training styles and instructional techniques best practices
There are many different instructional styles and techniques, and some of them are not great. Just because someone is a good forklift operator does not mean they will be a good instructor.
The best learning environment is one that is supportive and encouraging. This means that instructors need patience and must remember that their trainees know less than the instructors. That’s the entire point of training. It can be easy to become frustrated, especially when an instructor repeatedly sees the same mistakes. However, it is essential to remember that mistakes are part of learning.
A trainer needs to prepare both classroom theory learning sessions and hands-on practical sessions. Both courses should be captivating and educational to maintain the highest level of engagement and retention.
How to operate a forklift
There’s a trick to teaching someone how to operate anything, whether it’s driving a car, connecting a printer to the internet or operating a forklift: patience. You can’t just jump on a machine and say, “You push this button here, pull this lever here and press this peddle here,” and expect someone to be good to go.
Instead, you must calmly go through how to operate a forklift safely. Remember, an instructor is also in charge of holding recertification courses. Drivers are required to renew their certification every three years. However, there are instances when an operator may need to take a refresher course sooner than three years, such as if they are observed operating the vehicle in an unsafe manner, they are in an accident or a near-miss incident, or they receive a negative evaluation.
Safety guidelines
Careless and unsafe driving is the cause of most forklift accidents and fatalities. Imparting the importance of safe driving is an essential task for OSHA forklift operator certification, including:
Identifying hazards.
Preventing accidents.
Inspecting the forklift every day.
Mastering various forklift safety tips.
Understanding the available personal protective equipment (PPE) and when to use it.
Knowing why one must follow all safety regulations.
Federal and state OSHA forklift standards
Trainers need to remain up to date on the latest OSHA forklift standards. Most of the federal OSHA standards that trainers need to know are for powered industrial trucks (29 CFR 1910.178) and material handling equipment (29 CFR 1926.602). In addition, there may also be state-specific standards that trainers need to know (in general, Texas does not stray from the federal OSHA standards, but always double-check if you have a question).
Operator evaluations for recertification
According to OSHA standard 1910.178(l)(4)(iii), “an evaluation of each powered industrial truck operator’s performance shall be conducted at least once every three years.”
A forklift trainer needs to be able to evaluate an operator’s performance based on the following criteria:
How thoroughly they perform the pre-op inspection.
Their skill when picking up and dropping off cargo.
The care they take when traveling with and without a load.
How carefully they park the vehicle.
If they follow proper procedures when refilling and recharging the forklift.
A shipping and receiving warehouse is the gatekeeper of global commerce. However, to remain competitive, the warehouse shipping process must be efficient and cost-effective.
When you picture warehouse shipping and receiving, think of it as the heart of a supply chain operation. A seamless flow of goods arrives from manufacturers and is then sent to distributors and retailers until they eventually arrive in the hands of consumers. When it works, the movement is almost poetic. However, any hiccup in the shipping and receiving process workflow risks delays and cost overruns.
Receiving process in warehouse
Receiving is when materials arrive at the warehouse. The receiving area sets the stage for the rest of the warehouse’s operations. To help the warehouse prepare for incoming shipments, many suppliers provide Advanced Shipping Notifications (ASNs), which speeds up the unloading and inspection processes. An ASN includes details like the shipment’s contents, number of packages, size, weight, delivery method, expected arrival time and any special handling instructions.
When products arrive at a warehouse, they are carefully unloaded by the warehouse staff. Each product is assigned a unique identifier, such as a barcode or RIFD identifier, so the staff can use inventory scanners to ensure everything arrives and makes it off the truck. Thoroughly documenting inventory helps reduce stock errors and improve management. During the offload, the staff performs quality control checks, looking for damages, discrepancies and signs of wear and tear. Any issues are quickly reported to the warehouse manager and the supplier.
To ensure that all warehouse receiving best practices are followed, many warehouses use a warehouse receiving process checklist. The checklist details the process from receiving and unloading to ensure no vital steps are missed.
Some items to include on a warehouse receiving process checklist
Before the shipment arrives.
Identify the number of items and expected delivery date, include vital information like the purchase order number, material name and description.
Allocate sufficient staff and equipment for receiving.
Determine the storage requirements and location.
Receiving and unloading.
Notate the systematic unloading of goods from the delivery vehicle.
Verify the delivery’s contents.
Check quantities against the information provided in the Advanced Shipment Notification.
Make sure the dimensions are accurate.
Use an inventory scanner to scan product codes and SKUs.
Use proper protocols if the shipment has fragile or biohazard markings.
Conduct a visual inspection.
Look for damage, including deterioration, contamination or infestation.
Check that all seals are unbroken.
Inform the warehouse manager of any irregularities.
Communicate any discrepancies or issues with the supplier promptly.
Review receiving process.
Conduct periodic audits to ensure that the receiving process is consistently followed.
Identify areas for improvement.
Implement necessary changes.
Storage and inventory.
Allocate goods to their designated location.
Check to determine inventory is slotted correctly.
Make weekly spot checks to verify product condition and quantity.
Shipping process in warehouse
Inventory can only hang around for so long. In fact, you don’t want it to spend too much time in the warehouse. The shipping process occurs when products are ready to be sent to customers, such as distributors and retailers.
Once an order from a customer is received, the picking process starts. Pickers are the warehouse staff assigned to retrieve the ordered items. The pickers also perform quality checks to ensure that items are in good condition.
Once the goods are organized and their condition verified, they are packed securely to prevent damage during transit. Next, the items are labeled with the destination address, shipping method and all necessary details. Other shipping documents are also prepared at this time, such as packing slips and invoices.
The packed items are transferred to the staging area, where they wait for transport. Carriers are typically notified through the warehouse management system, which is integrated for seamless information exchange. Once the trucks arrive, the goods are carefully loaded to minimize damage and ensure timely delivery.
How should a shipping and receiving warehouse operate efficiently and effectively?
When the warehouse shipping and receiving process runs smoothly, the benefits are noticeable throughout the entire operation.
Decrease delays: A smooth process ensures that items move into and out of the warehouse effortlessly.
Accurate inventory: By scanning goods at reception and performing periodic spot checks, it is easy to track inventory levels accurately.
Quality control: Performing comprehensive checks at reception, as well as spot checks while in storage, ensures that inventory remains in superior condition.
Steady inventory levels: Monitoring inventory flow in and out of a warehouse provides managers visibility into how customers use goods, so accurate levels are maintained while surpluses and shortages are avoided.
Improved customer service: Following the above warehouse shipping and receiving processes helps ensure that a warehouse’s customers receive their goods on time or early and in excellent condition.
Operating a forklift is an incredibly lucrative and rewarding career. However, someone can’t expect to just jump on one of these complex machines and master the mechanics. It is crucial for the safety of the driver, other employees and the entire workplace that operators become forklift certified.
According to the Texas Department of Insurance, when someone starts a new job that involves operating a forklift it is the employer’s responsibility to ensure they take a forklift certification course and know how to use a forklift properly. While this article has a bit of a “how to operate a forklift” vibe, it is not a substitute for a forklift certification course (nor is it trying to be).
How to operate a forklift truck
Before anyone begins operating a forklift truck, they need to perform a daily pre-op forklift inspection. According to OSHA regulation 1910.178(q)(7), “Industrial trucks shall be examined before being placed in service, and shall not be placed in service if the examination shows any condition adversely affecting the safety of the vehicle. Such examination shall be made at least daily. Where industrial trucks are used on a round-the-clock basis, they shall be examined after each shift. Defects when found shall be immediately reported and corrected.”
The operator should inspect their forklift both with the engine off and with it running. The most efficient way to ensure that nothing is missed is to utilize an inspection checklist. Your list will vary depending on the type of machine. Click here for the ultimate guide for creating a forklift checklist.
After your forklift passes its pre-op inspection, it’s time to mount the machine. It may seem overly cautious, but people can injure themselves climbing into the machine (which you really don’t want to do). So, please be cautious, pay attention to wet or slippery surfaces, and remember the three points of contact rule. If you need a refresher, the three points of contact rule states that an individual should always have three points of contact when mounting or dismounting a forklift, which means two hands firmly gripping the hand holds and one foot securely on the running board.
Once you are safely in the vehicle, start the forklift. Some basic forklift controls include:
Directional controls: Forklifts have three gears: forward, reverse and neutral. These controls are often located on the dashboard or the steering column. In some forklifts, changing gears is foot controlled by shifting the accelerator pedal side to side.
Mast controls: The tilt control adjusts the angle of the forks, while the lift control raises or lowers the forks.
Fork controls: These controls adjust the width between the forks to accommodate different pallet sizes.
Load backrest: A guard behind the forks that helps prevent the load from shifting backward.
Horn: It’s the horn. Use it to alert pedestrians and other workers when your forklift is in the area.
Parking brake: This lever or pedal should always be engaged when the forklift is not in motion.
Emergency stop button: This easily accessible button quickly shuts down all forklift operations in case of an emergency.
The forklift’s operator manual contains specific details on the location and operation of controls for your particular model.
Before you move, make sure your path is clear of obstacles and pedestrians. Always look in the direction of travel (this includes looking behind you when traveling in reverse). If your view is obstructed, use mirrors and spotters to help guide the vehicle. Also, sound your horn to warn pedestrians that your vehicle is on the way.
When picking up a load the forks should be aligned with the center of the pallet. Begin by lowering the forks (you may need to adjust the distance between the forks, if possible). Then approach the cargo slowly and at a straight angle until the forks slide under the pallet as far as possible. Once the forks are properly positioned, lift the load slightly so it clears the ground and tilt the mast backward to stabilize the load. Before moving, ensure that the load is stable and that your path is clear of obstacles and other personnel. Using load backrests and clamps can help prevent a load from shifting during travel.
When traveling with a load the load should be lifted only as far as necessary. It’s generally recommended to travel with the load close to the ground for better stability and visibility. A lower center of gravity reduces the risk of tipping, especially when turning or traveling on an uneven surface. Keep the forklift’s speed steady and moderate and avoid sudden stops and sharp turns.
Forklift basics
Because forklifts can’t talk to you (that feature is about a decade away), they must communicate with operators through indicators and dials displayed on an instrument panel. The gages included on most forklifts are the:
Speedometer: A forklift is not the smoothest ride available. However, it is still possible to misjudge the vehicle’s speed, which can cause an accident and injury. The speedometer is necessary for the operator to maintain a safe operating speed.
Directional indicator: No one wants to by the guy who accidently reverses off a loading platform. The directional indicator shows whether you are in forward or reverse and helps prevent dangerous (and meme-able) accidents.
Brake system indicator: Even a minor problem with the forklift’s braking system will trigger this indicator. Operators should immediately stop the forklift and have someone perform a maintenance check of the braking system.
Hour meter: There are several reasons for you to know the total hours a vehicle has been in operation, such as keeping a maintenance schedule, tracking battery usage and monitoring wear and tear.
Battery charge indicator: This gauge shows the battery charge level in an electric forklift so operators can manage usage and recharging.
Temperature gauge: Overheating can cause performance issues and potentially damage the motor.
Oil pressure gauge: Without sufficient oil pressure, the engine operates with decreased lubrication, which increases friction and heat and can potentially damage the motor. A broken hose, an oil pump failure or a leaking gasket are just a few of the problems that will result in an oil pressure gauge warning.
Load weight indicator: Some heavy-duty forklifts may include a load weight indicator that helps operators ensure they are within the truck’s safe carrying capacity.
Read the operator’s manual to learn about the instruments in your specific forklift model. Never operate your forklift if a warning light or gauge indicates a potentially unsafe condition.
Operating a forklift is an incredibly lucrative and rewarding career. However, someone can’t expect to just jump on one of these complex machines and master the mechanics. It is crucial for the safety of the driver, other employees and the entire workplace that operators become forklift certified.
Of all the jobs in a warehouse, forklift operator looks like it is the most fun (just check out any forklift meme). However, it is also a job with many risks. According to the Occupational Safety and Health Administration (OSHA), nearly 100,000 forklift accidents occur yearly. OSHA research also found that untrained forklift operators are more likely to be involved in workplace accidents and that proper training can “prevent 11 deaths and 9,422 injuries per year.”
It makes sense. When someone doesn’t know how to perform a task, they are more likely to be bad at it. So, when someone is bad at driving a forklift, they are more likely to smash into things, like shelving and people. The good news is that the reverse is also true. When someone is skilled at operating a forklift, they are more likely to maintain a safe working environment and avoid accidents.
Anyone interested in earning a forklift certification likely has many questions about the process. Well, you’re in the right place, because here are answers to some commonly asked queries.
How long does it take to get a forklift certification?
It is not too time-consuming to earn a forklift certification. However, there is no universal forklift certification. That’s because OSHA requires everyone who operates a forklift to be certified to operate the specific machine they intend to use. This is because every type of forklift is different and even the same style of machine will operate slightly differently based on the manufacturer.
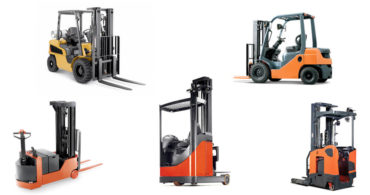
According to OSHA classifications, there are seven different types of forklifts.
Class I: Electric motor rider trucks—Counterbalanced forklifts powered by an industrial battery. These vehicles are what most people picture when they think of a forklift.
Class II: Electric motor narrow aisle trucks—These machines are designed for small spaces and narrow aisles. Examples include order pickers, side loaders and reach forklifts.
Class III: Electric motor hand trucks or hand/rider trucks—Designed for moving pallets a short distance, these vehicles only lift loads a few inches off the ground. Typically, an operator walks behind the machine and controls it with a long handle and hand control.
Class IV: Internal combustion engine trucks with solid/cushion tires—These machines resemble Class I forklifts, except they are powered by diesel, gasoline, liquid propane fuel or compressed natural gas. They are primarily used indoors, even though they emit exhaust fumes.
Class V: Internal combustion engine trucks with pneumatic tires—These vehicles also run on diesel, gasoline, liquid propane fuel or compressed natural gas and are predominately used outdoors.
Class VI: Electric and internal combustion engine tractors—Known as tuggers, these vehicles pull cargo instead of lifting it. They are equipped with internal combustion engines for outdoor use and battery-powered electric motors when used indoors.
Class VII: Rough terrain forklift trucks—Designed to operate outdoors on uneven terrain, these vehicles typically have at least two large tires with thick treads to help maintain stability. These vehicles generally lift between 6,000 and 12,000 pounds, with some machines lifting as much as 60,000.
So, when someone starts a new job, not only is it likely that their employer will have them take a forklift certification course, even if they have been trained on similar machines recently, but it is also the law, according to the Texas Department of Insurance. “It is the sole responsibility of the employer to certify that each operator has been trained and evaluated as required by the standard. Outside sources may be used to deliver training or even develop the PIT (powered industrial trucks) program, but only the employer is allowed to certify their PIT operators.”
There are two options for forklift certification courses, online and in-person, split into two portions: classroom and hands-on training. The classroom portion is usually completed in six to eight hours. It includes lectures, videos, written material and interactive learning. The final classroom element is a written exam. You must pass the exam before moving to the second portion of forklift certification.
An online course may cost less, but that’s because most in-person courses offer a second day of hands-on training. However, if you take an online course, you may be able to complete the hands-on portion with a supervisor at your job site. Once the reviewer approves your hands-on performance, you will receive your certification.
How long do forklift certifications last?
Another common forklift certification question, “How long is a forklift certification good for?” is somewhat tricky.
This is because someone’s forklift certification does not “expire.” However, OSHA has established when a forklift operator needs to update their skills. At a minimum, a forklift operator is required to take a refresher training course and undergo an evaluation every three years.
There are also instances that may require an operator to take a refresher course sooner than three years. Some possibilities include:
The operator was observed operating the vehicle in an unsafe manner.
The operator was involved in an accident or a near-miss incident.
The operator has received a negative evaluation.
The operator is assigned to drive a different type of industrial truck.
Workplace condition changes that impact the safe operation of the forklift.
Do you need a license to drive a forklift?
For anyone wondering how to get the forklift license, we have some good(ish) news. There is no such thing as a forklift license. Only vehicles that are driven on public roads require a license to operate.
However, even though there is no official “forklift license,” you still need to obtain a forklift certification before operating any industrial truck.
You only need a forklift certification to operate a forklift. You do not need a state-issued commercial vehicle license to drive a forklift. For example, if someone’s state-issued driver’s license becomes suspended, they can still take a bus or get a ride to work and drive a forklift for the duration of their shift.
However, companies can establish additional rules regarding a driver’s license. It may be company policy that forklift operators must have a state-issued driver’s license in addition to a forklift certification. Forklift operators need to know and follow their company’s guidelines.
How old must you be to operate a forklift?
OSHA has youth employment regulations regarding potentially hazardous occupations that are based on the Fair Labor Standards Act. These regulations prohibit anyone under 18 from operating power-driven hoisting apparatus, such as forklifts. The only exception is certain agricultural operations, to account for small, family-owned farms where the entire family has responsibilities. In these instances, 16 is the minimum age for hazardous farm tasks.
What does forklift certified mean?
Well, being forklift certified may mean different things to different people. At its most straightforward, forklift certified means that someone has passed the training program by acquiring theoretical knowledge through classroom study, obtaining practical skills through hands-on training and passing the evaluation to earn a forklift certification.
However, forklift certification can also be a point of pride for an operator meaning someone is allowed to operate one of the coolest machines at their job site.
There are many questions surrounding a forklift certification, “How long does it take to get forklift certified?” and “How long does forklift certification last?” are just a few. Fortunately, you now have the answers to these questions and many more.
Once someone earns their forklift certification, they must ensure their truck is ready to roll during every shift. To keep your fleet up and running and for all of your forklift battery needs, please give Texas Motive Solutions a call at (888) 316-2459. We offer a complimentary forklift fleet performance analysis to guarantee you have the correct batteries for your needs, and our forklift maintenance programs help keep your fleet operating at its highest performance.
Please fill out this form to learn about our services and discover everything Texas Motive Solutions can do for you.
A forklift is one of the most straightforward machines. It’s designed to do one thing exceptionally well: picking up pallets.
Our world is full of many great combinations: peanut butter and jelly, apples and cinnamon, chocolate syrup and ice cream. While we acknowledge that we may just be hungry, we would also include a non-edible entry to the list: the forklift and pallet. Place anything on a pallet and a forklift can easily move it from place to place (assuming it’s loaded properly and meets the machine’s weight requirements—safety first).
There is an excellent reason that the forklift wood pallet is such a perfect combination: they are created to work together.
A pallet-able solution: Understanding pallets
Pallets. They may seem like shafts of wood assembled in such a way to be best carried by a forklift, and they are. One of the definitions of pallet is “a portable platform for handling, storing or moving materials and packages. (Another definition is “a lever or surface in a timepiece that receives an impulse from the escapement wheel and imparts motion to a balance or pendulum,” which is fun to know…we guess.)
However, pallets weren’t always the primary means for “handling, storing or moving materials and packages.” That’s because, when we travel through the history of forklifts, the earliest machines lacked the main feature that makes them work so well with a pallet: the forks. Even once forks and pallets entered the scene, a lack of standardization meant that a truck might be unable to lift the palletized cargo.
Then, during World War II, the U.S. Department of Defense needed a more efficient method to transport military supplies. So, they assembled a team to study multiple options. (Have you seen the movie, “Oppenheimer?” It was probably just like that, only with pallets.) The panel concluded that forklifts and pallets were the most efficient system. This led to the invention of a standard, 1200 x 1000 millimeters, “four-way entry” pallet, which allowed forklifts to lift a pallet from any side (and resulted in our favorite forklift wood pallet combo).
However, standardized nationally does not mean standardized globally. In Europe, the standard size of a pallet is 1200 x 800 millimeters. This is known as a Euro-pallet (or EUR-pallet or EPAL-pallet), and it’s regulated by the European Pallet Association (EPAL). The America 1200 x 1000 millimeters standardized pallet is also used in Japan and is known as an ISO pallet or universal pallet (despite not being used universally). Additionally, some industries have unique needs that require pallets of other dimensions. These custom pallets can vary widely in size and shape.
In general, there are four material types used to construct pallets. They include:
Wood—This is the most common material used to manufacture pallets. Wood pallets are affordable, easy to repair and widely used in various industries.
Plastic—Plastic pallets are durable, sanitary and resistant to moisture and chemicals. They are often used in food and pharmaceutical industries.
Metal—Metal pallets are exceptionally strong, making them suitable for heavy-duty applications. They are commonly used in manufacturing and automotive industries.
Corrugated paper— Paper pallets (in addition to being a tongue-twister; go on, say it five times fast) are surprisingly strong and can handle most of the same cargo as a wooden pallet. They are also inexpensive, lightweight and environmentally friendly. Their downside is a limited lifespan (often a single use).
In addition to being constructed from different materials, there are also seven different styles of pallets, such as:
Blockboard pallets—These are the standard four-way entry pallets forklift operators adore.
Stringer pallets—These pallets provide extra support due to the solid boards that run along the left and right sides of the pallet. The tradeoff is that this is a two-way entry pallet. (Some Stringer pallets convert to four-way entry by cutting notches into the solid boards.)
Double-face pallets—These pallets are reversible because they have a solid top and bottom.
Double-wing pallets—The top slats extend beyond the frame to increase these pallets’ carrying capacity.
Solid deck pallet—The top of the pallet is constructed with a solid piece of material to carry small items that may fall through the cracks of other pallets.
Roto-molded pallets—Plastic pallets made using a rotational molding method, which makes them hollow. Some roto-molded pallets include a steel frame to increase their load-bearing capacity.
Injection molded pallets—These are solid plastic, so they tend to be stronger than roto-molded pallets. They are also washable and recyclable.
How to lift a pallet with a forklift
1. Prepare the forklift
Before an operator approaches a loaded pallet, they must first ensure that their forklift is ready to tackle the day’s labors.
Begin with a visual inspection of the entire forklift to ensure no visible damage, leaks, signs of wear and tear or loose or missing parts. Check out the forklift’s tires to make sure they are inflated, the tread is good and there are no signs of damage. Next, top off any oil, hydraulic fluid or coolant as needed.
Once you climb into the machine, but before moving, inspect the brakes and controls, including the steering, horn, lights and backup warnings. Also, make sure the seatbelt works by fastening it around you.
If you are new to the machine or have concerns about a cargo’s weight and the forklift’s ability to handle it, review the forklift’s data plate to learn the maximum load capacity. The data plate is either on the instrument panel near the controls or the engine hood next to the seat.
2. Approach the pallet
Even when traveling with empty lift forks, it is essential to follow the same safety procedures as you would when carrying a loaded pallet: travel at a safe speed, follow the traffic rules, watch for pedestrians and keep the forks as close to the ground as possible.
Once you reach the palletized cargo, approach the pallet slowly and carefully. Evaluate the area around you by checking for obstacles and making sure you have enough space to maneuver. Next, position the forklift so that it’s aligned with the pallet. If a load is misaligned, it can be difficult to lift, and you may damage the pallet or cargo.
Next, lower the forks so they are close to the floor and can easily slide under the pallet. Leave a few inches between the forks and the pallet so you can make any adjustments. If the pallet is a different width than the forks, adjust as needed.
3. Lift the palletized cargo
Move the forklift forward slowly and smoothly. Insert the forks into the pallet’s openings. Before engaging the hydraulics, check that the forks are positioned correctly in the pallet.
The load must be evenly distributed on the forks to ensure that the palletized cargo is safe to transport. An unbalanced load can cause instability during lifting and transport. Also, no part of the load should extend beyond the forks. Any load overhang can negatively affect stability.
Once you know the cargo is safe and stable, engage the hydraulic system and lift the load slowly and smoothly. A gradual lift helps prevent unexpected movements that could cause the load to shift.
How should a lift operator travel with a full pallet on the forks?
Transporting a pallet safely is crucial to prevent accidents and protect the load, operator and other workers.
Ideally, a forklift operator has an unobstructed view while traveling. Granted, it may be a little difficult since they just picked up a large obstruction and placed it directly in front of their view. This is one reason to travel with the forks as low to the ground as possible (the other reason is that it helps maintain the vehicle’s stability). Also, an operator should adjust their seat and the mirrors as needed to improve visibility.
Always drive at a safe and consistent speed. Rapid acceleration and deceleration, sudden starts and stops or sharp turns can cause the load to shift or slip off the forks. Also, be aware of and use the horn at pedestrian crossings and obey the facility’s traffic signs and signals.
If you encounter any obstacles or uneven surfaces, here are a few techniques to help you navigate:
Inclines—Decrease your speed and evaluate the incline’s steepness and condition. If possible, drive straight up or down the incline. Keep a firm grip on the steering wheel and avoid sharp turns and sudden movements.
Uneven terrain—Visually inspect the surface for potential hazards, such as holes or debris. Keep a slow, steady pace to minimize shocks and proceed with caution. When stopping, apply the brakes gradually and evenly to avoid skidding.
Obstacles—Always scan your path for obstacles. If you encounter one, stop the forklift to determine the safest way to proceed. If the obstacle walks on two legs, use your horn or another form of verbal communication to alert the obstacle of your presence so it gets out of the way.
Pull pack pallet forklift storage system
When it’s time to place the pallet into the warehouse racks, first, position the forks to the appropriate height of the storage location. Next, align the pallet to ensure it is centered within the warehouse racks. Some storage areas may have guide marks or indicators to help position the load accurately. Finally, lower the pallet gradually and smoothly.
One of the most common warehouse storage techniques is the “pull pack” system, where items are readily available for removal and shipping. Forklifts are crucial in efficiently managing inventory and expediting the “pull pack” system in several ways, including order picking, high-level storage and organizing and replenishing.
Forklift crates alternatives
When it comes to lifting and moving pallets around a warehouse, there are many forklift alternatives that can perform the job. However, depending on the machine, they may not be able to handle as much weight as the good ol’ trusty counterbalanced forklift.
Some forklift alternatives include:
Reach trucks—These machines have front stabilizing legs that help offset the weight and very long tines that can extend deep into the racks.
Pallet trucks—The operator walks behind the machine using a long handle and hand control to steer, load and unload the vehicle.
Telehandler—Primarily used outdoors and at manufacturing facilities, telehandlers feature a telescoping arm that can extend as much as 30 feet (some models can go further) and up to a 70-degree angle.
Forklifts can also utilize specialized attachments to help them adapt beyond carrying pallets. Some common forklift attachments include:
Extensions—To increase the forks’ length to handle long loads.
Rotating clamps—For carrying drums or cylindrical loads, they can rotate to position loads horizontally or vertically.
Bale clamps—To transport baled material like paper, cardboard, textiles and recycled resources.
Telescopic forks—Used for stacking applications to reach high or deep loads.
Paper roll clamps—Designed to clamp and lift paper rolls in mills, printing shops and warehouses.
One final lift you may have seen if you’re a fan of forklift memes is the “forklift picking up forklift” image, where one forklift picks up another forklift to reach a specific height. We’re sure our readers know that’s one of the most ridiculously unsafe things a forklift operator could possibly do. Still, we’d like to emphasize: don’t do that. Safe forklift operation helps prevent accidents and maintain a secure workplace.
Although it’s called a supply chain, a more accurate description is a web of interconnected hubs. While every stop on this web is essential, perhaps the most important locations as the supply chain nears its conclusion are warehouses, which have never been in such high demand. Naturally, anyone looking to enter this lucrative market wants to know, “How much does it cost to rent a warehouse?”
Here’s how shopping used to work. A person would go to a store. This entailed putting on pants, driving a car, fighting crowds, perusing the supply available at the location and dealing with people. However, that effort meant that you had the item immediately.
Today, in this global economy, ecommerce is king. When shopping online, you don’t have to put on pants, leave your home or deal with anyone. You also have the unlimited supply of the entire internet available at your fingertips. The tradeoff is that you must wait for your sparkly, new item to be shipped to your home.
People don’t like waiting. They also, increasingly, dislike leaving their home. However, those two factors had a funny effect on the supply chain. Instead of people adapting to the idea of waiting for an item to arrive at their home, the supply chain has adapted to their innate impatience by adding several small(ish) “fulfillment centers” in population-dense cities to the large (or massive) storage warehouses in outlying areas.
This increased demand for warehouses in and around cities dramatically affected the cost of warehouse space.
How much does a warehouse cost to rent?
From June 2021 to June 2022, the total cost of warehouse rent (including service charges and taxes) increased by 8.4%. Over that same timeframe the following year, from June 2022 to June 2023, total warehouse costs increased on average 10.1% globally. That’s according to Savills World Research’s annual analysis of 52 warehousing markets.
According to Paul Tostevin, director of Savills World Research, “Higher costs are here to stay. Even in the currently cheapest locations, in the long term, population growth and structural trends are likely to fuel demand for goods and services and, in turn, warehouse requirements; this applied not only to developing economies, but in the growth hotspots of developed ones. That only increases occupier emphasis on the best located, most efficient warehousing space, underpinning demand for prime warehouses and, in turn, future rental growth.”
The report found that warehouse rental cost is most expensive in the following seven cities:
London, England.
Sydney, Australia.
Los Angeles, California, U.S.A.
Hong Kong, China.
Northern New Jersey, U.S.A.
Tokyo, Japan.
Dubai, United Arab Emirates.
Many factors impact the cost of warehouse space, including:
Location
In 1944, Harold Samuel, the founder of Land Securities, one of the United Kingdom’s largest property companies, was asked what three things were most important when buying or renting property. He answered, “Location, location, location.” While technology has rendered location less important for many industries, when it comes to warehousing, location remains of prime importance and significantly impacts warehouse rent.
Warehouses near major transportation hubs, such as ports, airports and railway terminals, tend to have higher warehouse rental rates. Not only does this location make it easy to move goods in and out of the warehouse, but it can also reduce transportation costs.
Similar to proximity to major transportation hubs, warehouses close to major highways and road networks typically command a higher warehouse rental cost. This is because being able to jump on a highway helps to streamline the distribution process and reduce transportation time.
Also, some geographic regions are just more in demand than others. Several factors can make a region attractive, and they can change over time, lowering some area’s popularity while increasing others. Some factors that impact geographic demand include:
Population growth or decline.
Economic growth or decline.
Availability of a labor force with expertise in warehouse logistics and operations.
Existing warehouse infrastructure and amenities (dedicated office areas for staff and meetings, updated technology, security systems, climate control, etc.).
Local zoning regulations and land use policies (some areas have restrictions that limit warehouse activities).
Incentives or subsidies (property tax breaks, grants, etc.).
Number of existing warehouses (regions with an oversupply may offer competitive warehouse rental rates).
Size and layout
This one probably won’t surprise anyone: larger warehouses have larger warehouse rental rates. Total square footage is a significant determinant of rental costs. While the price per square foot may decrease as the size of the warehouse increases, the overall rental fee will still be higher for larger spaces.
A business must determine its storage and operational needs to find its appropriate warehouse size. Part of that evaluation involves establishing the ideal racking capacity. Warehouses with higher ceilings can accommodate taller racks, which leads to more storage opportunities. However, this greater vertical storage capacity may also result in a high warehouse rental cost due to the specialized structure.
Not only does the total square footage affect warehouse rental rates, but how that square footage is used does, too. For example, warehouses equipped with multiple loading docks, drive-in doors, and plenty of room for trucks to maneuver may command a higher warehouse rent. Also, specialized features, such as refrigeration or dedicated climate control systems, that cater to specific industries like food storage or pharmaceuticals can drive up rental costs (in addition to the expenses involved in maintaining such facilities).
Condition and age
The condition and age of a warehouse are significant factors that can influence warehouse rental costs. For example, newly constructed warehouses typically have modern features, better insulation and up-to-date technology. Also, they may be more energy-efficient, resulting in lower operating costs for tenants. However, these new warehouses tend to have higher initial rental rates due to their condition and modern amenities.
An older warehouse might have an outdated infrastructure, less efficient heating and cooling systems or violate codes due to a lack of safety features. Tenants who rent an older warehouse may need to invest in upgrades or repairs to meet their operational needs and municipal requirements. However, the tradeoff is that these facilities often have a lower warehouse rental cost, and the decreased rent may offset the cost of the improvements.
The age of a facility is not the only warehouse rental rates factor. Here are some other conditions that impact costs:
Maintenance (a well-maintained warehouse with regularly serviced equipment will likely command higher rental rates).
Safety features (fire suppression systems, clearly designated emergency exits, etc.).
Energy efficiency (insulated structures, LED lighting, Leadership in Energy and Environmental Design certification, etc.).
Like anything else, warehouse rental rates are driven by supply and demand. When the need for warehouse space outpaces the quantity, warehouse rent rates tend to rise. Conversely, landlords may try to attract tenants with lower rates in markets with an oversupply of available warehouse space.
We mentioned briefly at the top of this article how the growth of ecommerce led to an increased demand for warehouses and drove the need for different types of warehouses. These warehouses, known as fulfillment centers, are often smaller but strategically located in heavily populated urban areas. In general, this increased demand can lead to higher rents, and the warehouse rental cost of fulfillment centers may be even higher.
Calculating how much to rent a warehouse
There are three main factors used to determine warehouse rent. They are:
Floor area: The horizontal area of a building that is covered by a roof, including rooms, verandas, corridors, etc. The floor area is measured in square feet.
Base rental rate: This is usually presented in dollars per square foot—for example, $0.85 per square foot monthly or $10.20 per square foot annually.
Estimated operating expenses: Warehouse tenants are usually required to pay an estimated operating expense in addition to the base rental rate, which is expressed either as NNN or CAM.
NNN (net net net): Also known as a triple net lease (taxes, property insurance and other maintenance charges). NNN is usually quoted on a per-square-foot basis.
CAM (common area maintenance): Costs related to managing and maintaining a commercial property that a landlord passes on to the tenant. CAM is usually quoted on a per-square-foot basis.
Warehouse rental cost is determined on a monthly or annual basis. For example:
Monthly
Warehouse square footage: 6,000 square feet.
Base rental rate: $0.85 per square foot per month.
Estimated operating expenses: $0.25 per square foot per month.
Total lease rate (base + estimated costs): $1.10 per square foot per month.
Total monthly warehouse rental cost: 6,000 x $1.10 = $6,600 monthly.
Yearly
Warehouse square footage: 6,000 square feet.
Base rental rate: $10.20 per square foot per year.
Estimated operating expenses: $3.00 per square foot per year.
Total lease rate (base + estimated costs): $13.20 per square foot per year.
Total annual warehouse rental cost: 6,000 x $13.20 = $79,200 per year.
Also, every potential warehouse tenant should ask their prospective landlord these questions:
Do I only pay for the space I use for operations (in square footage), or am I also responsible for common areas, etc.?
Who pays for structural and system repairs?
Who is responsible for replacing broken equipment that is part of the warehouse, like the heating and cooling system, sprinkler systems, etc.?
Who organizes and pays for maintenance?
Is the landlord willing to reimburse me if I make improvements to the warehouse?
How much does it cost to rent a factory?
Let’s say you’re someone with a fleet of forklifts. You need a place to operate these bad boys (and girls), but you don’t want to drive them in a warehouse. Hard to say why. Maybe you’re scared of shelving.
Regardless, you need something comparable to a warehouse. You need a factory. Fortunately, much of the same advice already dispensed in the article applies to renting a factory. The only significant difference is that many factory leases do not include a base operating expense. Whether you’re interested in factory or warehouse prices (or wharehouse prices or wherehouse prices, as it is commonly misspelled), you need your forklift fleet operating at peak efficiency. Luckily, Texas Motive Solutions provides a complimentary forklift fleet performance analysis and industrial battery service to keep your forklifts lifting. Give us a call at (888) 316-2459 or fill out this form to learn about our services and discover everything we can do for you.
With ecommerce increasing the demands for prompt and accurate order fulfillment, the modern warehouse is constantly evolving. To improve retrieval time and decrease errors, many facilities install an automated warehouse racking system.
What is ASRS?
ASRS is an easier way to say (and write) automated storage and retrieval system.
Ok, so, what is automated storage and retrieval system?
An automated warehouse storage system, also known as an automated warehouse racking system, is a warehouse setup that uses robotics and other automated mechanisms to streamline the moving and storing of inventory. An ASRS can improve operational efficiency, inventory accuracy and space utilization.
While ASRS systems reduce the need for manual labor, they only shift the role of many workers. Operators still play a crucial role in monitoring and managing an ASRS meaning adequate training is required for system maintenance, troubleshooting and emergencies.
What is automated warehouse?
An automated warehouse, also known as an automated distribution center or smart warehouse, is a facility where mechanical systems perform many operations. Automated warehouse storage systems are often integrated with warehouse management systems (WMS) or inventory management software that track inventory levels and order status in real-time.
The primary goal of an automated warehouse is to improve the efficiency and accuracy of storing, handling and distributing goods and materials. The type of inventory stored in an automated warehouse depends on several factors, including storage requirements and the order fulfillment processes. However, some inventory characteristics are best suited for automation, including high-volume, fast-moving and high-security items.
Types of automated storage and retrieval systems
There are seven main types of automated storage systems in warehouses. These technologies handle different categories, sizes and amounts of non-palletized inventory.
The seven types of ASRS include:
Vertical carousel modules (VCMs)
Vertical carousel modules (also known as vertical lift modules—VLMs) resemble tall, lengthy filing cabinets where the drawers come to you. Users retrieve inventory through a vertically sliding viewport that displays only a portion of the total content. However, before a worker can take possession of it, that inventory gets to go for a ride.
Inside a vertical carousel module are several shelves divided into sections. These shelves are attached to tracks that run along the left and right sides of the machine to move the shelves vertically. Imagine two Ferris wheels set an equal distance apart with long shelves connecting the seats, and you get the idea.
To retrieve an item, the user inputs a code (such as an SKU number) into a navigation keypad or touchscreen. The code corresponds to a specific shelf within the VCM. Once the code is entered, the machine springs to life (metaphorically, this isn’t a Terminator situation—yet), the gears whirl, the shelves move and the requested inventory is delivered through the viewport.
Horizontal carousel modules (HCMs)
Also known as horizontal carousel storage systems, a horizontal carousel module works sort of like a VLM turned on its side. However, instead of two Ferris wheels, picture the system that moves clothes around at a dry cleaner. Also, replace the neatly bagged suits, dresses, Hawaiian shirts, etc., with shelves and bins moving along the rack.
Horizontal carousel modules are also much longer than vertical carousel modules to make room for the horizontally moving shelves. When an order needs to be fulfilled, the carousel rotates and positions the appropriate bin or shelf in front of the operator.
Vertical lift modules (VLMs)
Vertical lift modules are like vertical carousel modules, except instead of a Ferris wheel apparatus, this machine operates like an elevator (“lift” is the British word for elevator). The device is a tall, vertical structure with multiple shelves of storage bins or trays stacked above each other.
However, these shelves are not attached to the moving mechanism. Instead, when an operator enters the code for a specific inventory, the elevator moves to that location and mechanically grabs the entire shelf. The machine then lowers that shelf and sets it on a work counter in front of the operator. Once the operator removes the inventory, the device returns the shelf to its original location.
Both vertical lift modules and the carousels are excellent for storing and retrieving small parts and components. They are customizable and can accommodate various tray sizes, weight capacities and inventory heights.
Crane-based mini-load ASRS
Of all the automated storage and retrieval systems discussed, the crane-based mini-load system comes closest to traditional warehouse storage racks (we hoped it was like an arcade-style crane game where you try to grab stuffed animals with a claw, but no such luck). This system consists of multiple racks with shelves that hold totes, bins or trays. However, instead of open aisles where forklifts drive and pedestrians walk, the spaces between racks are lined with rails.
When inventory needs to be stored or retrieved, an automated crane runs along these rails to the designated location. Mechanical arms reach into the racks to place or grab the item. Once retrieved, inventory is delivered to a workstation or picking station.
Vertical buffer modules (VBMs)
If a horizontal carousel module and a crane-based mini-load system had a baby, the result would be a vertical buffer module. The machine and all inventory are housed in a long, tall, rectangular casing, and an automated crane located inside the device is used to retrieve merchandise.
Instead of shelves attached to a carousel (like in an HCM), the multiple columns of shelves and trays of a VBM are adhered to the structure’s inner walls. When an operator requests an item, an automated crane moves along a single track that runs the length of the machine. The retrieved item is then delivered to the operator through a door in the VBM.
Robotic cube storage
Up to this point, everything we have described, while technologically advanced, is some variation of traditional warehouse storage with inventory retrieved from shelves. With robotic cube storage, we leave the familiar far behind.
The main feature of robotic cube storage is the multiple-level, cube-like structure filled with silos of storage containers (for you Trekkies, picture a Borg cube). There are no aisles or traditional access points. Instead, the only way to retrieve inventory is from the top of the structure, which is accomplished using robots equipped with grippers, sensors and navigation systems. These robots, which look more like a cardboard box than R2-D2 or C-3PO, roll along the top of the structure and use grippers or other specialized tools to reach into a silo and retrieve inventory. If the robots need an item in the middle of a silo, they simply remove containers until they get the correct item.
The primary benefit of robotic cube storage is that it maximizes both vertical warehouse space (because it can be built nearly to the building’s ceiling) and floor space.
Automated guided vehicles (AGVs)
Automated guided vehicles carry inventory through a facility by following a set path. Typically, the route is defined using magnetic tape or wires. If an AGV’s course needs to be changed, it must be physically modified. These machines use sensors, lasers and bumpers to detect and avoid obstacles, similar to a robotic vacuum.
Automated guided vehicles are used for repetitive and predictable tasks in a controlled environment. For example, because they follow a predefined path, AGVs are commonly used to transport products and pallets from one location to another, such as from a loading dock to a storage area.
Autonomous mobile robots (AMRs)
While an autonomous mobile robot may not look like R2-D2 or C-3PO, this system takes us closer to Star Wars than ever before because these autonomous robots work side-by-side with humans (also, AMRs would not be welcome in most cantinas).
AMRs navigate environments without needing tape or wires. These machines use advanced navigation technologies, such as cameras equipped with light detection and ranging (LiDAR) and simultaneous localization and mapping algorithms (SLAM), to navigate obstacles, adjust routes on the fly, and handle environmental changes.
In warehouses, AMRs are frequently used to transport goods and order picking. An AMR can navigate warehouse aisles, access inventory racks and deliver items to packers or shipping stations. Some AMRs can even conduct inventory counts, locate misplaced items and provide real-time inventory management.
What are the benefits of an ASRS racking system?
Automated storage systems in warehouses offer several advantages, including:
Maximizing vertical space. ASRS racking systems can significantly increase the storage capacity of a facility by utilizing the full height of the building, which is especially valuable in high-cost real estate areas.
Reducing aisles and optimizing available floor space. ASRS racking systems are designed to make the most efficient use of available space.
Reducing errors by automating order picking. Automated systems are designed to follow precise instructions, which reduces mistakes like picking the wrong item or quantity, misreading labels or transposing numbers.
Improved inventory accuracy. ASRS systems are equipped with advanced tracking and inventory management capabilities. This leads to higher inventory tracking accuracy and reduces the risk of over- or understocking and inventory discrepancies.
Enhancing operator safety. ASRS solutions eliminate the need for employees to perform physically demanding tasks like lifting heavy items or climbing ladders and reaching up to high shelves to retrieve goods.
Efficient management of a wide range of items. ASRS systems can accommodate different types of inventories, from small parts to large items, with minimal reconfiguration.
Inventory security. ASRS solutions often include safety features such as access control and restricted entry. This helps prevent unauthorized access to valuable inventory, reducing the theft risk.
What are the potential downsides of an ASRS racking system?
While implementing an automated warehouse racking system can be highly beneficial, there are many factors to consider, including:
High initial investment. ASRS systems typically require a significant upfront capital investment. This includes the cost of the hardware (racking, cranes, robots), software, integration with existing systems and installation. Many businesses may find ASRS systems cost-prohibitive.
Complex implementation. Implementing ASRS solutions is a complex process that involves planning, design, integration and testing. Also, installation may require downtime and disrupt operations.
Maintenance. Like all machinery, ASRS systems experience downtime due to technical issues, maintenance or system updates. Also, businesses must budget for system lifespan costs, such as ongoing maintenance and repairs.
Not suited for frequent inventory changes or small inventories. ASRS systems are best suited for applications with stable inventory profiles and long-term storage needs. Also, businesses with small inventories or low inventory turnover may find that the complexity and cost of an ASRS system outweigh the benefits. Smaller warehouses with limited space may also find it challenging to justify the investment.
Longer return on investment (ROI). The upfront costs of ASRS solutions may take longer for the ROI to kick in, especially for businesses with smaller inventories.
Energy consumption. Some ASRS systems are energy-intensive, particularly cranes and robotics. Energy costs should be considered in the overall cost-benefit analysis.
It is essential to conduct a thorough analysis of a warehouse’s specific requirements and inventory characteristics before choosing an ASRS system. Additionally, since most automated storage systems in warehouses are not designed to handle palletized inventory, you’ll need to keep your forklift fleet up and running.
Warehouses were once one-size-fits-all airplane hangar-sized buildings with crates haphazardly stacked throughout the structure (this is primarily conjecture based on the historical documentary “Raiders of the Lost Ark”). Today’s supply chain requires warehouses to be much more efficient and streamlined than those (possibly completely fictional) past iterations. To help achieve this wide variety of storage goals, warehouses utilize a variety of pallet racking types.
The heart of every well-organized warehouse is its pallet racking system. The correct racking can help optimize space and enhance productivity. However, choose the wrong racking for your needs and your business will likely see a noticeable productivity dip. Read on to discover answers to the age-old question, “What is pallet racking?” and discover if your warehouse uses the best racks for your business needs.
What is a pallet rack?
A pallet rack—also known as a pallet racking system, a forklift rack or forklift racking—is a series of upright frames and horizontal beams that create multiple storage levels where pallets are kept safe and organized. Pallet racks are primarily used in warehouses, distribution centers and other storage facilities.
The primary purpose of pallet racks is to optimize storage space, increase efficiency and ensure that it is as easy as possible to access stored goods. In short, pallet racks allow warehouse owners and operators to utilize their space efficiently.
Pallet racks come in various types, each designed for specific storage requirements and products.
Selecting the right pallet racking types
Selecting the correct type of racking pallet can significantly impact a storage facility’s productivity. To make the best choice for your business, consider the following factors:
Storage requirements
Pallet racking systems are designed to hold specific cargo. This is determined based on the product’s dimensions, weight and handling needs. Take careful inventory of the type and size of the merchandise to be stored, including its weight and how often you need to access it.
Available space
The existing floor space and the vertical height of your facility play a critical role in selecting the right racking for pallets.
Accessibility
Consider how often and how quickly you need to store and access items. Some pallet racking systems provide direct access to every pallet, while others offer more storage but can make it challenging to access some things quickly.
Inventory rotation
Determine your storage policy before acquiring any storage systems. The two most common are “first-in, first-out” and “last-in, first-out.”
First-in, first-out (FIFO): The oldest inventory is sold first, and the newest inventory remains in stock. This method is especially suitable for businesses dealing with perishable or time-sensitive goods since it ensures that older inventory is used before it becomes obsolete or expires.
Last-in, first-out (LIFO): The newest inventory is sold first, and the older inventory remains in stock. LIFO is primarily used as an inventory valuation method to determine the cost of goods sold and the value of remaining inventory. A criticism of LIFO is that it does not accurately represent the actual physical flow of stock. In practice, items are often sold in a different order than they were acquired or produced.
Existing equipment
Any business upgrading its current shelving, rearranging its floorplan or both needs to double-check that its existing forklifts and other material handling equipment are compatible with the upgrades.
Upfront costs
Carefully review how the purchasing and installation costs may affect your long-term budget. Some complex systems may have higher initial costs but could result in long-term efficiencies that help boost profits.
Safety considerations
Every area and region have special safety rules and standards. If the new racking system is not in compliance, it is going to cost both time and money to fix the issue.
Future needs
If future expansions are possible, some pallet racking systems can be easily reconfigured or expanded as your inventory and operational needs change.
Types of pallet racks
Many different types of pallet racks serve specific storage needs and help optimize warehouse storage space.
Selective pallet rack
A selective pallet rack is currently the most common type of pallet rack. They are exactly what you picture when you think of warehouse storage shelving. Selective racks make loading and unloading individual items easy because they allow forklifts direct access to any pallet.
These racks are suitable for storing a wide range of products with varying sizes, weights and SKUs, making them ideal for facilities with diverse inventory. Each level of the rack can be adjusted for height to accommodate items of different sizes.
A selective pallet rack is relatively straightforward to install and can be easily expanded or reconfigured to adapt to changing storage needs. However, selective racks provide less storage density than other racks and use a great deal of floor space because they require many aisles.
Double-deep pallet rack
A double-deep pallet rack is a variation of a selective pallet rack. True to their name, double-deep pallet racks allow two pallets to be stored in the same slot. Forklifts can access the pallets from either side of the racks. Double-deep pallet racks are customizable and can accommodate various pallet sizes, load capacities and aisle configurations.
A double-deep pallet rack provides higher storage density than standard selective pallet rack and optimizes floor space by reducing the number of aisles. They also increase storage without needing specialized equipment or forklifts. These racks are suited for bulk storage of units with the same SKU, where stock rotation is not the primary concern.
Drive-in rack
Drive-in racks earn their name because forklifts literally drive into the racks to load and unload cargo. These racks are comprised of sturdy, vertical frames with horizontal load beams. These structures have no shelves. Instead, pallets are stored one after the other directly on the load beams.
Because drive-in racks allow forklifts to enter the rack structure, they eliminate the need for aisles between every rack unit, which maximizes the available floor space. However, only the pallet at the front of each lane is directly accessible. As a result, businesses that utilize drive-in racks must employ last-in, first-out inventory management. This makes drive-in pallet racks suitable for smaller warehouses and ones that store inventory with no “use by” date, such as non-perishable and manufactured materials.
Drive-through pallet rack
Drive-through pallet racks (also known as drive-thru racks) have the same set-up as drive-in pallet racks, except that forklifts can drive in one side and exit from the other. This creates a flow-through system where pallets are loaded from one side of the rack and retrieved from the opposite side. Since forklifts can move in both directions within the rack system, proper traffic management is crucial to prevent collisions and ensure smooth operations.
Because inventory is accessible from both ends, drive-through pallet racks are a first-in, first-out warehouse storage solution. Warehouses storing perishable items and products that move quickly often use drive-through pallet racks.
Both drive-in and drive-through pallet racks often have “off-set” or “cant” (short for cantilevered) legs, where the lowest portion of the front columns recess inward to avoid getting clipped by forklifts.
Push-back rack
The “shelves” of a push-back rack system incline slightly toward the central aisle and are equipped with several rolling carts. A forklift sets a pallet on the rolling cart closest to the central aisle to load inventory. To place a second, the forklift operator lines up the pallet they’re loading with the one on the rack and pushes against it. This process repeats until the lane fills. When a pallet is removed, gravity pulls the one behind it to the front of the row. Push-back racks are most effective when storing large quantities of the same product.
Pallet flow rack
A pallet flow rack goes by many names, including gravity flow rack and dynamic flow rack. Pallet flow racks utilize inclined roller tracks or skate wheels within the rack structure. Pallets are loaded onto the higher end of the tracks, and due to the inclined nature of the system, they move smoothly and gradually toward the unloading end. Because pallets are loaded toward the back of the rack and retrieved from the front, pallet flow racks are used by businesses employing a first-in, first-out inventory management method.
Cantilever pallet rack
If you’ve ever been to the lumber department of a home improvement store, you’ve seen cantilever racks in action. This type of warehouse storage has no shelves, just a series of load-bearing arms to accommodate long products, such as lumber, pipes, molding, metal sheets, etc. The length and number of arms can be customized to meet specific storage needs.
Cantilever racks can be configured as single-sided, with arms on one side of the vertical columns, or double-sided, with arms on both sides. Double-sided configurations allow for higher storage capacity in essentially the same footprint as the single-sided racks. Some cantilever racks use weather-resistant materials for outdoor storage. Cantilever racks are used by businesses that manage automotive, home decor, machinery and component products.
Mobile pallet rack
Mobile pallet racks sit on bases that roll along rails lining the warehouse floor. These moving pallet racks slide laterally along these rails, manually or automatically, to allow access to inventory. These systems are customizable to fit various pallet sizes and weight capacities. The number of mobile bases and their arrangement can be tailored to suit the specific storage requirements of the facility. Most mobile racking units only accommodate a single pallet per storage slot.
Since mobile racking systems need fewer aisles, they dramatically improve a warehouse’s storage capacity. For example, to save on cooling costs, freezer warehouses and cold-storage facilities often use mobile racking systems to maximize the storage space of a small area. However, they are a more complex and costly investment compared to traditional pallet racking systems.
Pallet shuttle rack
A pallet shuttle rack (also wonderfully known as a pallet mole) is designed to maximize storage efficiency. Here’s how it works.
The heart of the pallet shuttle rack system is a shuttle vehicle that moves along the racking structure. The shuttle is a motorized platform that lifts and carries pallets to designated storage locations within the rack. The pallet shuttle moves on rails or tracks installed at each level of the racking system. These rails allow the shuttle to move smoothly and securely within the racking structure.
The shuttle is typically controlled remotely by warehouse personnel. They direct the shuttle to move pallets to specific storage locations and retrieve them when needed. Depending on the configuration and warehouse needs, pallet shuttle rack systems can be set up for first-in, first-out and last-in, first-out inventory management methods.
The future of pallet racks
While extremely cutting-edge pallet racking types exist, like shuttle racks and mobile racks, some current technologies will likely be implemented with pallet racking systems that could revolutionize warehouse storage and operations.
Automated guided vehicles (AGVS) and robotics
Automated guided vehicles and robotic systems will continue to play a significant role in pallet racking operations. Autonomous and remote-controlled vehicles can navigate warehouses, retrieve pallets and transport them to designated locations to streamline the material handling processes.
Internet of Things (IoT) and data analytics
When IoT sensors and data analytics are used to monitor pallet racking systems and warehouse performance in real time, the technology provides valuable insights into inventory levels, maintenance needs and operational efficiency, leading to better decision-making and optimized warehouse management.
Augmented reality (AR) and virtual reality (VR)
Once relegated to that feature you don’t use on your phone’s map app, catching Pokémon in the “real” world and gaming systems no one is buying, augmented reality and virtual reality are beginning to be used for complex pallet racking warehouse training operations. These technologies can put employees in the middle of previously potentially dangerous training exercises to improve safety and reduce the learning curve when new employees hit the warehouse floor IRL.
Energy-efficient designs
As more industries realize the need for energy-efficient processes and operations, eco-friendly pallet-racking solutions will gain popularity. Manufacturers are increasingly using sustainable materials and adopting designs that minimize environmental impact.
Artificial intelligence (AI) for inventory management
AI-powered algorithms are currently being used to forecast inventory demand and management. Because AI can analyze historical data, market trends and customer behavior, businesses will continue to use it to optimize inventory levels and improve supply chain efficiency.
Some of the biggest kinks in a company’s supply chain are unexpected delays, and many of these holdups occur in the warehouse. An organized warehouse helps to ensure smooth operations, reduce errors, minimize costs and maximize productivity. By keeping up with the latest strategies on how to organize a warehouse, arrange stock and manage inventory effectively, you can better ensure that your warehouse operates at peak efficiency.
The rise of ecommerce has stretched many companies’ supply chains to their breaking point. As shipping and inventory demands continue to increase, warehouse managers must optimize their workspaces to operate as efficiently as possible.
Warehouse organization ideas
Obviously, no one wants a messy, chaotic warehouse, and many operators and managers believe they have an ideally optimized warehouse. However, there are always innovative factory storage ideas with the potential to improve warehouse efficiency further.
A warehouse layout design that efficiently uses the entire floor plan can help improve operating costs and boost your bottom line. Every inefficiency, such as clogged aisles and misused storage space, means tasks take longer than they should, which wastes money and time.
Review your current floor plan to look for inefficacies to ensure your warehouse is optimized for your specific needs.
How orderly is the warehouse? Are there clear delineations between the receiving, storage, picking, packing and shipping areas or do they bleed into and overlap one another? (One way to determine this is to pretend you are a visitor to the building. Could you quickly and easily identify each area by sight?)
Are the travel distances from storage to shipping as short as possible, especially for the most popular inventory items?
Are there opportunities to improve the existing storage space, perhaps with new shelving or narrower aisles (without compromising the safety or productivity of the workforce)?
Is there a system for storing similar products, such as by size, weight, popularity or demand?
Are all products labeled to be accurately and quickly identified using barcodes or RFID tags?
Technologies like a robust, real-time inventory management system that utilizes barcode scanners can help keep track of stock levels, monitor product movement and streamline the replenishment processes. Also, by employing warehouse management software to automate data entry, you can dramatically lower manual errors and improve inventory tracking.
How to arrange stock in warehouse
There are several different theories about how to arrange a warehouse. Every warehouse manager must decide which is best for their industry and inventory.
ABC Analysis
The ABC analysis for organizing inventory leans heavily on the Pareto Principle (also known as the 80/20 rule), which states that most consequences come from only 20% of the causes. For example, many salespeople generate 80% of their sales from 20% of their clients.
An ABC analysis sets the value of inventory items based on their importance to a business or industry and ranks them into classes, either A, B or C. As you can likely guess, only about 20% of the inventory gets the coveted class A slot, which is the most important inventory. Class B is a slightly larger group since these are valuable, just not as valuable as class A. Class C is the largest group (about 50% of the inventory), which is the least valuable inventory.
An ABC analysis helps warehouse managers ensure they always have enough class A stock to satisfy demand. Also, should demand decrease for a class A item, managers can easily spot the change and reclassify it if needed.
First-In, First-Out
First-in, first-out is a method of storing inventory that’s as straightforward as it sounds: the oldest product on the shelf is the first that’s sold to a customer.
There are many reasons to utilize a first-in, first-out organization system. The most obvious is perishable inventory. If something like milk sits around too long, it will become unsellable either because it is about to spoil or has gone bad. The next reason is a little less obvious: accounting.
Even in the best times, prices fluctuate, and that is especially true during high inflationary periods where costs are expected to rise. The cost of inventory sold is an expense that accountants deduct from a business’ total revenue. Using the first-in, first-out method, the cost of inventory is calculated in the same order the business purchased it.
For example, a business purchased 300 gizmos for $20 and 200 more for $30. However, it was only able to sell 150 of those gizmos. To calculate the business’s total cost of the gizmos sold, an accountant would only use the $20 amount. However, if the business sold 400 gizmos, an accountant would calculate 300 of them at $20 and 100 at $30.
Zone picking
Zone picking, sometimes called pick and pass, divides a warehouse into distinct sections with order pickers assigned to specific areas, reducing employee travel time and congestion while improving productivity.
Workers only grab products from their assigned zones. Often, this means that different order pickers must work together to fill an order. However, when implemented in large warehouses with various products, zone picking can significantly improve efficiency.
Shipping department organization
The shipping department is the nexus of most warehouses. Although it is the last step in the flow of a warehouse (or perhaps, because it is the last step), delays in the shipping department often ripple backward, causing delays and bottlenecks throughout the building. Efficient shipping department organization is crucial to ensure timely and accurate order fulfillment and an essential aspect of warehouse organization.
Streamlined order processing
One of the most successful strategies to avoid shipping bottlenecks is ensuring everyone is on the same page. That means creating a standardized process for receiving, picking, packing and shipping orders. The process should be the same for every package that arrives through your receiving doors (or at least the same for similar types of packages).
One significant benefit of establishing a standardized process is fostering collaborative communication between warehouse departments. It is essential for receiving to communicate with picking so they can easily reach out to packing and shipping. Regularly sharing information on inventory levels, shipment schedules and potential delays will help eliminate any mysteries and, hopefully, most unwelcome surprises.
To achieve this result, once again, technology can help save the day. Barcode scanners help ensure that every piece of inventory is tracked and easily located, while an inventory management system provides the ability to view inventory levels immediately, flag unavailable merchandise and reorder items when running low.
Carrier selection and optimization
For businesses that have standardized the shipping process and have departments communicating like they’re old friends from grade school but continue to face shipping delays, well, the problem may be them instead of you.
How long has your company worked with your current carrier (or carriers)? It’s possible that your business needs have outgrown their capabilities. It may be time to explore other options to discover if you can get better service from another company (perhaps at a better price, too). Reach out to several carrier companies and evaluate them on reliability, cost-effectiveness and delivery speed. You can also optimize your shipping operations by negotiating contracts with preferred carriers and establishing mutually beneficial partnerships.
Product returns
When establishing a standardized shipping process, it is essential to remember that a reverse of the process is a significant component of ecommerce. Customers expect free returns. However, a “free” return can be expensive for a warehouse.
According to research published in the International Journal of Physical Distribution & Logistics Management, “The cost of a return is approximately 17% of the prime cost,” with product handling and transportation accounting for most expenses. Establishing an efficient process for inspecting, restocking or disposing of returned items will help lower costs by eliminating any reverse logistics confusion.
Warehouse management ideas
There is not one single manual for how to operate a warehouse. However, some established best practices can help warehouse managers better communicate and improve employee performance.
Performance metrics
Establishing standardized processes is just the first step. You also need to ensure that those processes are effective and continue to streamline operations. For that, it is imperative to establish some key performance indicators (KPIs). Some typical warehouse KPIs include:
Order fulfillment rate.
Picking accuracy.
Inventory accuracy.
Inventory turnover.
On-time delivery.
Shrinkage.
Receiving efficiency.
Total order cycle time.
Fulfillment accuracy rate.
Rate of returns.
The collected data will help you see what’s working, identify areas that need improvement and establish performance goals.
Regular team meetings
Effective communication across all aspects and warehouse departments is essential to successfully streamline your inventory intake, storage and order processing. Let’s examine some ways to get those colleagues gabbing.
One of the best ways to encourage communication is to, well, sort of force it to happen. We’re being a little lighthearted, but the truth is that there are good meetings and there are bad meetings. Almost everyone is familiar with sitting around a conference table for an hour (or more) listening to a lot of words and leaving feeling like you know less than when the meeting started.
Don’t have that kind of team meeting. Instead, bring everyone together and mainly let the staff lead the meeting. You may want to ask a few team leaders and managers to be ready with some thoughts to get the conversations rolling.
When conducted with an open, judgment-free approach, regular team meetings provide an excellent opportunity for warehouse employees to discuss challenges, share best practices and provide updates on warehouse performance. Not only will these meetings foster a sense of teamwork, but they will also help to ensure that everyone in the warehouse is aligned with the same objectives and goals.
Cross-docking
Are there certain products that spend minimal time on your warehouse shelves? Perhaps they don’t need to spend even that small amount of time in your facility.
Cross docking is a strategy that virtually eliminates the need to hold inventory. Products are delivered to a warehouse, sorted and prepared for shipment immediately. Identify any items that can be directly transferred from inbound shipments to outbound trucks to reduce handling and storage costs.
Seasonal inventory planning
Most warehouses face seasonal requirements when inventory peaks (October-December-ish comes to mind). Utilize that KPI-collected data to predict your specific seasonal inventory fluctuations so you can adjust storage space and organize stock accordingly. That data will also enable you to identify high-demand seasonal items and allocate appropriate storage space to accommodate those increased inventory levels.
Lean principles and continuous improvement
One of the most important aspects of warehouse organization is waste reduction. However, “waste” can come in many unexpected forms and functions, especially when it’s ingrained in familiar and comfortable processes. Identifying various forms of waste can be difficult. Fortunately, there are established methodologies to help streamline operations, minimize non-value-added activities and improve overall efficiency. Integrating these strategies into your warehouse management ideas can help you optimize space utilization, streamline processes, minimize errors, reduce costs and enhance overall efficiency.
The 5S methodology
5S is an approach to creating a clean, uncluttered, safe and organized workplace that reduces waste and optimizes productivity. The methodology was developed in Japan, so translating the original terms into English S-words required some grammatical acrobatics. If some of the S-terms feel forced (i.e., “shine”), that’s why.
Sort—review all items in a specific location and remove anything unnecessary.
Set in order—organize the remaining items by placing them where they are most needed and easiest to use.
Shine—clean the workplace.
Standardize—take what worked in the previous three steps to create processes that make it easy to sort, organize and clean the workplace.
Sustain—make a habit of following the previous four steps.
An adaptation of this methodology includes “Safe” as a sixth S to encourage a healthy and secure workplace.
Kaizen events
A kaizen (roughly translates as “change for good”) event is a brainstorming session focusing on a single challenge where employees from different departments brainstorm ideas and test new approaches to discover new ones. The intended outcome of a kaizen event is to improve an existing process.
Anyone can participate in a kaizen event (employees, managers, C-suite executives, etc.) as long as they know about the topic and have a stake in the outcome. Kaizen events often focus on eliminating waste or streamlining a process. An example may be discovering the steps to eliminate from your intake and shipping process to implement cross-docking. Conducting regular Kaizen events can help you identify process bottlenecks and implement improvements.
Successful warehouse organization and management rely on effective planning, implementation and monitoring. The perfect system does not happen overnight. It is a continuous process that requires careful attention to warehouse layout design, stock arrangement, inventory management, shipping department organization and warehouse communication.
For many companies, supply chain costs constitute a significant part of their annual budget. However, that noticeable supply chain cost wedge on the budgetary pie chart also represents a prime opportunity to optimize performance and improve revenue.
Anyone involved in the complex industry of supply chain management thinks about the supply chain and supply chain management costs a lot. Before the year 2020, almost everyone else in the world did not.
That all changed around March 2020, when people would walk into a grocery or big box store hoping to buy canned goods, toilet paper, cleaning supplies, paper towels or hand sanitizer and found only empty aisles. The lockdowns and worker shortages caused by the Covid-19 pandemic disrupted the supply chain in ways that were impossible to predict. (This is not to say that these were unknown weaknesses in the supply chain. Just that the international scope and impact of the pandemic were unprecedented.)
Fast forward, and even though the store shelves are fully stocked, the pandemic’s impact on the supply chain is still felt today. While many of these effects are negative, for example, industries across the country are still contending with high material and labor costs, some are positive. Many industries are shoring up the supply chain weaknesses exposed by the pandemic, while others are using the lessons learned from Covid-19 to lower their total supply chain costs.
The supply chain
The supply chain is every step necessary to get a finished product or service to the customer. Examples of these stages include sourcing raw materials, refining them in production, transporting bulk packages to a distribution center or retail store and selling them to a customer.
Some supply chains are short and direct, while others are lengthy and complex. Regardless, all supply chains have costs involved, often hefty costs, and lowering those costs is the primary focus of supply chain managers everywhere.
Supply chain cost definition
As mentioned, some industries have supply chains that are essentially a straight line while other weave and turn all over the place. However, as separated as some of these chains may seem, supply chains are really one large global supply chain. That interconnectedness means when one price goes up, such as labor, energy or transportation, others tend to follow.
That’s why supply chain managers frequently pull their hair out over costs. Their expenses are consistently fluctuating. Fortunately for these managers, there is a formula to help them monitor their supply chain costs.
The total supply chain cost ratio is a way to determine a company’s total spending while performing its supply chain activities. These costs are measured as a percentage of revenue. The formula is:
Annual cost of goods sold (COGS), plus
Total annual distribution costs, plus
Other supply chain costs (which include a variety of industry-specific operational expenses), divided by
Total annual supply chain revenue (generally, this excludes revenue from selling company or supply chain assets), multiplied by
100%
After running the numbers, a supply chain manager wants to see a low percentage because that indicates better performance. If the result is a high percentage, the manager knows that their company is likely spending more than is necessary (or sensible).
Total procurement price (and how it’s different from supply chain costs)
There is another element that keeps supply chain managers up at night, and that is the total procurement price.
Procurement refers to the process of acquiring goods or services from external sources. It’s all about finding the best merchandise at the right price, quality and quantity. The total procurement price includes finding suppliers, negotiating contracts, buying goods and maintaining relationships with suppliers.
Procurement (and the procurement price) is essential to the supply chain, yet the supply chain is much more than procurement. The supply chain (and every single supply cost) begins with procurement and continues through every process required for the product to reach the end user.
Also, supply chains tend to have longer timelines because they frequently deal with components, products or services from overseas. Procurement can be lengthy, but it can also be a simple trip to an office supply store to buy pens and paper.
However, as you’ll see below, procurement is a leading supply chain cost driver.
The main reasons for supply chain cost
Supply chain cost is a concern for nearly every company. When supply chain costs are out of whack, they pose a significant risk to a business’s bottom line.
Unfortunately, once the supply chain costs become an issue, getting them back in line can be challenging. One reason is the global nature of supply chains. Because most supply chains are interconnected, reducing costs in one area of operations can cause a rise in another. Another risk of lowering a supply chain cost is that it can cause a conflict with your or another department’s key performance indicator. For example, reducing inventory costs can cause a drop in on-time delivery performance and customer satisfaction. Without being careful, price cutting can cause disruptions to the supply chain costing a company significant revenue.
Some of the leading causes of increases in supply chain costs include:
Procurement
Ah, our old friend, procurement is acquiring goods or services from external sources. Unfortunately, inconsistent suppliers with their fluctuating prices or delivery times can cause a reaction that extends along the supply chain.
To combat unexpected (and unwanted) issues with procurement requires some legwork upfront. Instead of going with the first supplier that comes along, you know, the one with the flashy presentation and surprisingly low price point that seems too good to be true, delve into their past performance to discover how they can offer those prices (and how long the bargain may last.) Do the same extensive research with multiple suppliers using historical and current data.
While this process can be time-consuming (and may cost a few dollars upfront), finding reliable suppliers with competitive prices who can deliver on time when and where you need it is worth it. The result should be sustainable procurement costs and reliable supplier performance.
Production
Continuing along the Ps of the supply chain brings us to production. However, this is not a cost that (directly) affects every business. While all goods must undergo some form of production, many companies purchase products post-production, meaning the production cost is already factored into the final price (and these price increases tend to be gradual and somewhat predictable).
Fluctuations in production costs primarily (but not exclusively) impact manufacturing companies. There are many reasons for spikes in production costs, including old or improperly maintained equipment. For example, a common issue with older equipment is that it takes longer to start or set up (and sometimes operate). Naturally, a slow start also leads to increased worker and equipment downtime, which harms overall productivity.
Inefficient management is also a problem that plagues many manufacturing facilities. This can mean poor workforce management, resulting in unproductive hours and overtime. However, it can also be inefficiently utilizing equipment and production operations.
A final issue, and this is a more significant concern for bespoke manufacturers, is having to make changes to existing work. Any mistake in the production process, such as if a client request is overlooked or incorrect, must be corrected, which can lead to employee overtime, reduced margins and missed deadlines on other projects.
The best way to stay ahead of production issues is to monitor production strategy and costs carefully.
Transportation
Whether filling up at the gas station or trying to purchase an airline ticket, transportation is expensive these days. One of the primary reasons for high transportation costs is the high price of crude oil, which has risen significantly (and erratically) since the mid-2000s.
However, the supply chain faces another transportation challenge: a supply and demand imbalance. The growth of ecommerce has stressed the transportation sector. According to a report from The Department of Transportation, the need vastly outweighs the availability of transport services creating a supply chain bottleneck.
So, with transportation costs being inevitable (and potentially high), there is no room for error regarding planning and routing. If the routes between your suppliers, manufacturers, distributors and customers are all over the place, your total supply chain costs will also be all over the place. Optimizing transportation itineraries can save companies both time and money.
Inventory
In 2016, fast-food fried chicken purveyor Popeyes decided they wanted to sell a chicken sandwich. The decision made sense. After all, Popeye’s sells fried chicken and they were getting smoked by their fast-food competitors in the chicken sandwich department, being that they did not have one. Fast forward to August 2019. Popeyes released its chicken sandwich, and, well, for some reason (social media), America lost its mind. Over a fast-food chicken sandwich. Lines stretched around the buildings and snaked through parking lots as people waited hours for, again, a fast-food chicken sandwich. Granted, one of the better fast-food chicken sandwiches, but still, just a fast-food chicken sandwich.
Anyway, Popeyes did not see this bewildering level of love for its fast-food chicken sandwich coming. To be fair, no one could have seen it coming (fights broke out; a man died, murdered for cutting in line to buy a fast-food chicken sandwich).
This is where we get to inventory. See, Popeye’s had a plan. Given traditional sales projections based on a new product launch, they had enough inventory to last through September (the company even claims they overstocked). There are nearly 3,000 Popeyes stores in the United States, and they all ran out of the chicken sandwich before the end of August.
The Popeyes chicken sandwich is an extreme example of an inventory management issue. However, smaller examples occur every day. Stockpiling too much inventory can damage a company’s bottom line by tying up valuable resources and warehouse real estate, while having too little inventory risks upsetting the consumer (see above).
Inventory is a buffer against chaos, and the goal is always to be able to fulfill demand. One of the best defenses a company has against anarchy is a perfectly stocked inventory to ensure that inventory levels remain at their ideal level.
Last-mile delivery
Last-mile delivery is the final stretch before the product reaches the consumer. This may mean a direct-to-the-consumer delivery, but it can also be dropping off products at a retail store. Last-mile delivery could be considered part of the transportation category. Still, it truly deserves its spot on this list because it has some of the highest delivery costs in the supply chain.
Fuel expenses are one of the leading total supply chain cost drivers. Because last-mile delivery typically occurs on congested residential streets, drivers must maintain lower speed limits and spend time idling in traffic. That idling also leads to labor costs. It’s not the driver’s fault that they are stuck in traffic. Nevertheless, it’s time that could be better spent.
Another often overlooked last-mile cost is the deliveries. According to a Business Insider article, 15% of all online shopping deliveries in urban areas fail to reach their final destination, and more than 1.7 million packages disappear every day nationwide. Theft is the primary culprit but incorrectly delivered packages also play a part. Companies also need to factor in the cost of returns as part of their last-mile costs.
Supply chain costs are unavoidable. However, they can be minimized and optimized with some effort to make your supply chain operations as efficient as possible.
Speaking of efficiency, an essential aspect of the supply chain is warehousing and storage. Functioning at peak efficiency requires a fully operational fleet of forklifts. That’s where we can help.